
この記事で解決できる困りごと
- タクトタイムの計算方法が分からない
- 稼働時間の考え方が曖昧
- 実際の計算例を知りたい
この記事でここを目指そう
- タクトタイムの計算方法を理解している
- 稼働時間の考え方を説明できる
生産ライン設計では、最初に タクトタイム(Takt Time) を計算します。
タクトタイムは、
- 生産ライン設計
- 工程設計
- ラインバランス
- 人員配置
など、多くの設計判断の基準になります。
しかし現場では
- タクトタイムの計算方法が分からない
- 稼働時間の考え方が曖昧
- 実際の計算例を知りたい
というケースも少なくありません。
この記事では
- タクトタイムの計算式
- 稼働時間の考え方
- 具体的な計算例
を分かりやすく解説します。
タクトタイムの計算式
タクトタイムは次の式で計算します。
タクトタイム = 稼働時間 ÷ 生産数量
この式は生産ライン設計の基本です。
計算例①
<条件>
- 稼働時間:480分
- 生産数量:240個
<計算>
480 ÷ 240 = 2分
つまり、2分に1個生産する必要があります。
計算例②
<条件>
- 稼働時間:420分
- 生産数量:300個
<計算>
420 ÷ 300 = 1.4分
つまり、84秒に1個生産する必要があります。
稼働時間の考え方
タクトタイム計算では
稼働時間の設定が非常に重要です。
稼働時間は
稼働時間 = 勤務時間 − 休憩 − 停止時間
で計算します。
<例>
| 項目 | 時間 |
|---|---|
| 勤務時間 | 480分 |
| 休憩 | 60分 |
| 設備停止 | 20分 |
<稼働時間>
稼働時間 = 勤務時間480分 − 休憩時間60分 − 停止時間20分 = 400分
タクトタイム計算の注意点
タクトタイムを計算する際は
次の3つに注意します。
① 停止時間を考慮する
段取り替えや設備停止を考慮します。
② 稼働率を考慮する
設備の実稼働時間を確認します。
③ 需要変動
需要が変わるとタクトタイムも変わります。
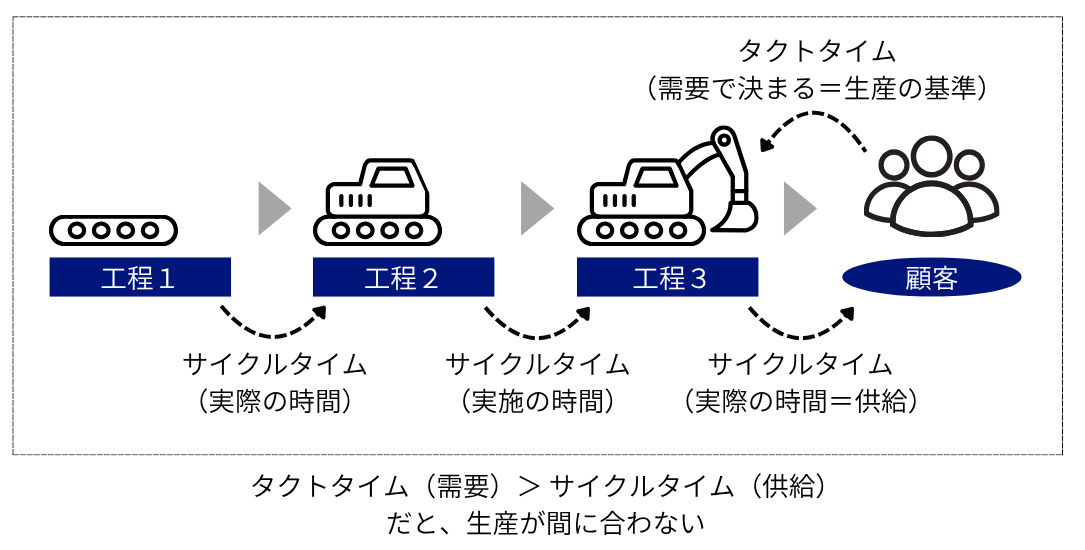
タクトタイム計算の使い方
計算したタクトタイムは
サイクルタイム ≤ タクトタイム
になるようにラインを設計します。
サイクルタイム > タクトタイム
になると、
需要に対して生産が間に合いません。
もし
サイクルタイム > タクトタイム
になる場合は
- 作業改善
- 工程分割
- 設備導入
などの改善が必要になります。
まとめ
<タクトタイムの計算式>
タクトタイム = 稼働時間 ÷ 生産数量
<計算手順>
稼働時間
↓
生産数量
↓
タクトタイム
この計算が生産ライン設計の基本になります。