
「5Sやってる?」と聞くと、こんな答えが返ってきます。
- 掃除の時間
- 整理整頓活動
- 監査前の片付け
多くの現場で、5Sは「キレイにする活動」と認識されています。
でも、本来の5Sは違います。
5Sは現場をキレイにする活動ではなく、
改善が機能する状態を設計する“現場設計の基本フレーム”です。
この記事では、
- なぜ5Sが改善の土台なのか
- 5Sの本質とは何か
- 現場設計としての5Sの役割
を、生産技術・IEの視点で解説します。
5Sは“清掃活動”でなく、現場設計の基本フレーム
5Sとは何か
5Sとは、現場の状態を整え、
改善・標準化・生産性向上が機能する環境を作るための基本活動です。
以下の5つの頭文字から成り立っています。
- 整理(Seiri)
- 整頓(Seiton)
- 清掃(Seisou)
- 清潔(Seiketsu)
- 躾(Shitsuke)
ただし重要なのは名前ではありません。
5Sの目的は「見た目を整えること」ではない
という点です。
なぜ5Sが必要なのか
現場トラブルの多くは“人”ではなく“状態”が原因だから
現場では、こんな問題が日常的に発生しています。
- 工具が見つからず、毎回探し回る
- 同じ用途の治具が複数存在している
- 油漏れに気づかず、突然の設備停止
- 作業者ごとにやり方が違い、品質が安定しない
多くの場合、これらは
「作業者の意識が低い」
「教育が足りない」
といった“人の問題”として扱われがちです。
しかし、原因はもっとシンプルです。
- 何を持つか決まっていない
- どこに置くか決まっていない
- 異常に気づく仕組みがない
- 状態を維持する設計がない
つまり現場が、“偶然” で運用されている状態 なのです。
5Sとは、この状態を“設計された現場” に変える活動です。
改善を成立させる「基盤条件」だから
5Sは、現場イベントでも整理整頓活動でもありません。
改善を成立させるためのインフラ(基盤条件)です。
どれだけIE分析をしても、どれだけライン設計をしても、
現場の状態が不安定であれば改善は定着しません。
5Sが重要な理由は、大きく3つあります。
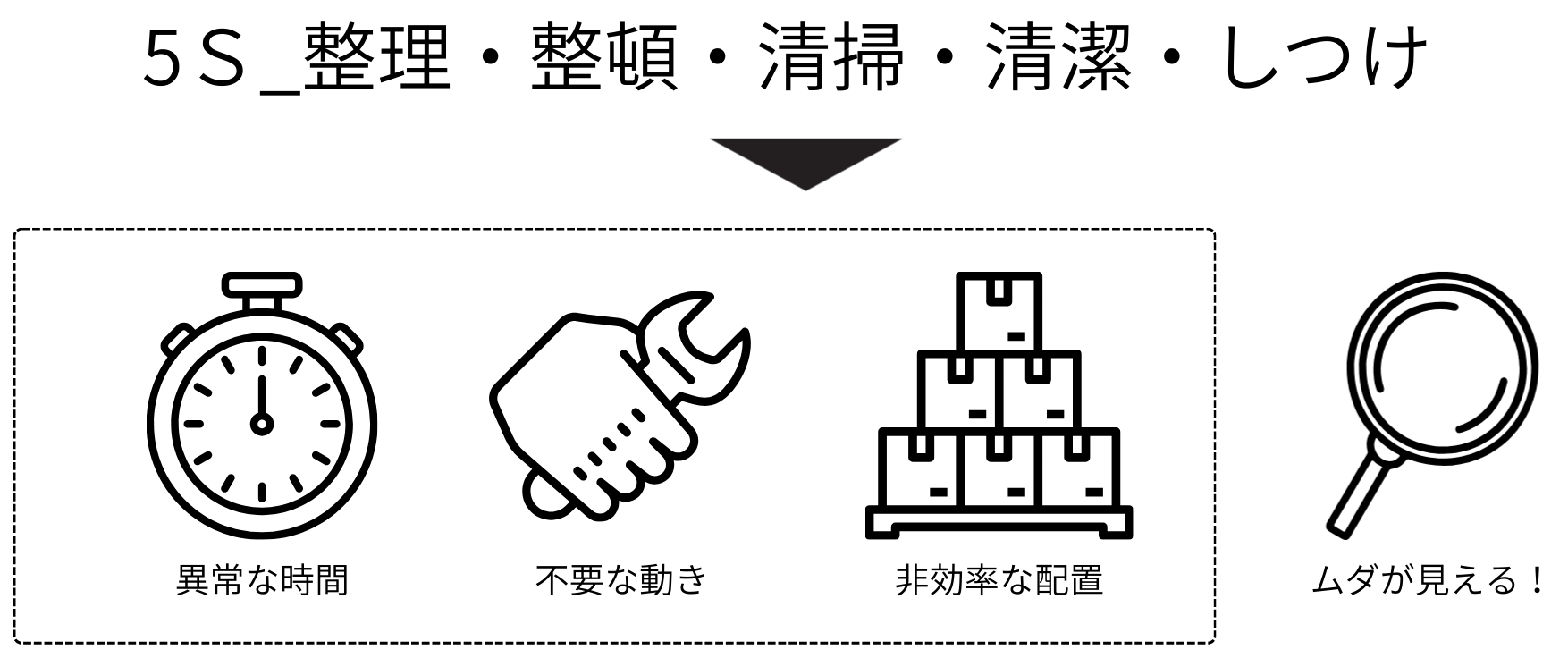
① ムダが見えるようになる
改善は「ムダの発見」から始まります。
しかし5Sができていない現場では、
ムダそのものが物理的に隠れています。
5Sが整うことで、
- 作業
- 物
- 動き
- 配置
が整理され、
“異常な時間” “不要な動き” “非効率な配置”
が初めて見えるようになります。
○探す時間が減る
5Sができていない現場では、
- 工具の場所が一定でない
- 部品の置き場が日替わり
- 治具が複数箇所に分散
といった状態が常態化しています。
その結果、作業者は無意識に「探す」という作業を繰り返します。
探す時間は作業時間として認識されにくいですが、
実際には作業時間の 5〜20% を占めるケースも珍しくありません。
5Sにより定位置化・表示管理が行われると、
- 探す時間が減少
- 作業リズムが安定
- サイクルタイムのばらつき減少
が実現し、IE分析が成立する前提条件が整います。
○過剰在庫が減る
整理が不十分な現場では、
- 同一部品の重複保管
- 古い仕様品の残留
- 不明在庫の蓄積
が発生しやすくなります。
過剰在庫は単なるスペース問題ではありません。
- 補充ロジックが崩れる
- 実在庫が把握できない
- 生産計画が不安定になる
5Sにより在庫が見える化されることで、
- 定数管理
- 補充点管理
- 先入先出管理
が可能になります。
○不要動作が減る
整頓されていない現場では、
- 振り向き動作
- 歩行動作
- 前屈動作
- 片手作業
などのムダ動作が発生します。
5Sによる配置最適化は、
- 動作半径の最小化
- 両手作業の実現
- 作業姿勢改善
につながり、IE改善の効果を最大化します。
○二度手間がなくなる
物の管理が曖昧な現場では、
- 取り違え
- 作業抜け
- 検査やり直し
- 再段取り
が発生しやすくなります。
5Sによる表示・区分管理は、
- 誤使用防止
- 作業順序の明確化
- 工程間ミス防止
につながり、再作業削減に直結します。
② 異常がすぐ分かるようになる
5Sの本質は、正常状態の固定化です。
正常が固定されることで、
わずかな変化が“異常”として認識できるようになります。
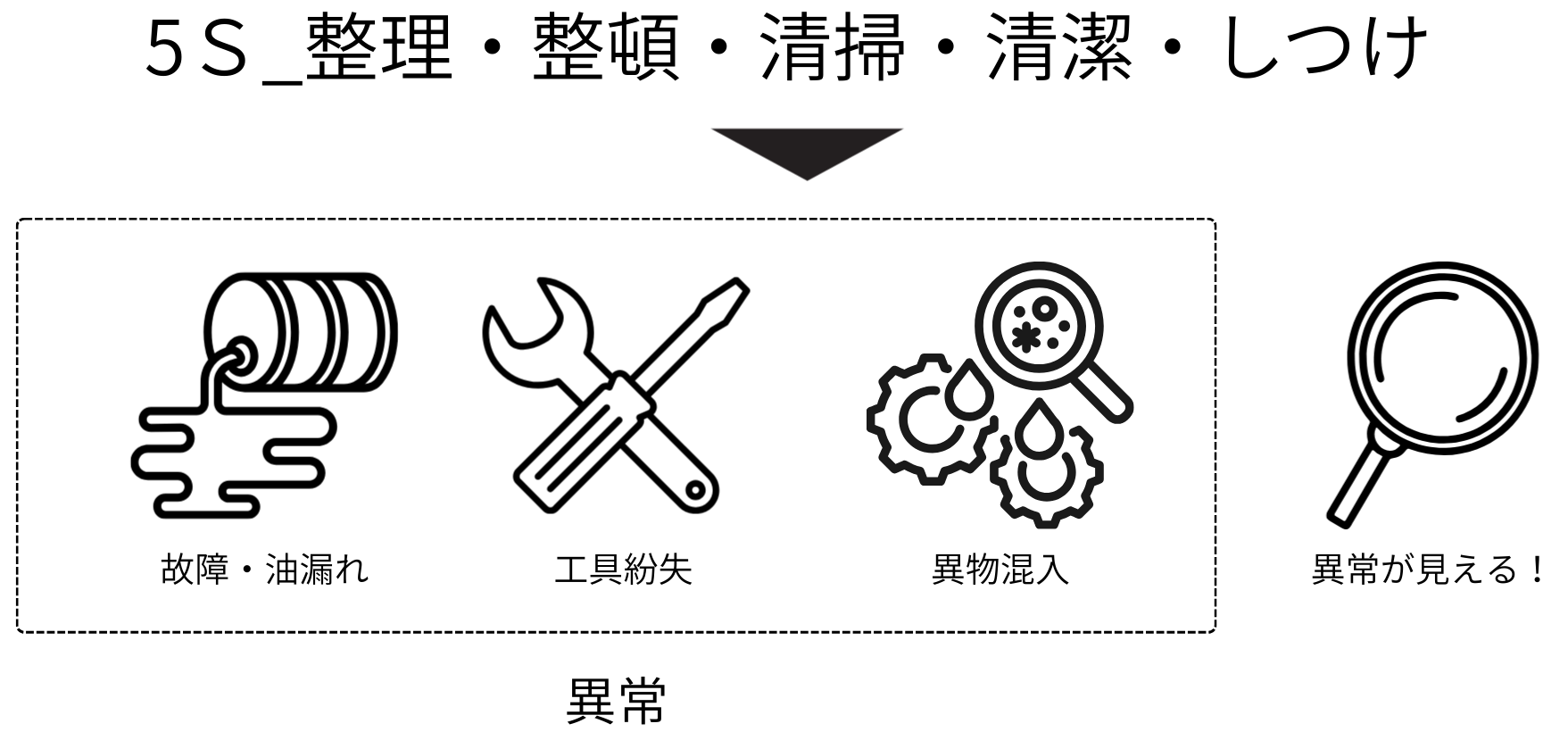
○故障の予兆に気づける
整理・清掃された設備では、
- 新しい油染み
- 飛散パターンの変化
- 異常な付着位置
がすぐに分かります。
汚れた現場では、
故障の初期兆候は完全に埋もれます。
○工具紛失を即検知できる
定位置管理がされていれば、
- 1本不足
- 誤配置
- 異常摩耗
を即座に認識できます。
工具紛失は、
- 異物混入
- 工具破損
- 作業停止
につながる重大リスクです。
○異品混入を防げる
区分管理が徹底された現場では、
- 色分け
- ラベル管理
- エリア分離
により異品混入が視覚的に分かります。
これはポカヨケの前提条件です。
○レイアウト崩れを即発見できる
通路・置き場が明確な現場では、
- 仮置き
- はみ出し
- 作業域侵入
がすぐに異常として認識できます。
これは安全・品質・生産性すべてに影響します。
③ 標準作業が成立するようになる
標準作業は手順書だけでは成立しません。
環境が一定であることが絶対条件です。
5Sが整っていない現場では、
- 物の位置が日替わり
- 作業スペースが変動
- 工具が揃わない
ため、標準作業が維持できません。
つまり5Sは、ライン設計・工程設計の前提条件です。
○3定管理で作業が安定する
3定管理とは、
- 定位:置く場所を定める
- 定品:置くものを定める
- 定量:置く量を定める
という管理方法です。
これにより、
- 作業動作が固定
- 作業時間が安定
- 分析データの信頼性向上
が実現します。
ラインバランシングの前提条件でもあります。
※3定管理の詳細はこちら:
○作業順が安定する
必要な物が常に同じ場所にあることで、
- 作業フローが固定
- 工程抜けが減少
- タクトタイムの再現性向上
が実現します。
○教育が圧倒的に楽になる
5Sが整った現場では、
- 見れば分かる配置
- 視覚的な作業手順
- 判断不要の環境
が整います。
結果として、
- 新人立ち上がり短縮
- 教育負荷低減
- 作業品質安定
につながります。
現場で失敗する5Sの特徴
5Sを始めたのに、
- 最初だけ盛り上がって終わる
- 数ヶ月で元通り
- 監査前だけキレイになる
このような現場、かなり多いです。
問題は「現場のやる気」ではありません。
5Sの設計と運用が間違っているだけです。
ここでは、これまでに改善の現場で実際に見てきた
「失敗する5Sの特徴」と「立て直しの考え方」を解説します。
① 掃除大会になっている(目的がズレている)
よくある現場
- 月1回の一斉清掃
- 上司がチェックする日だけ片付け
- “キレイ度”が評価基準
一見、5Sをやっているように見えます。
でもこれは5Sではありません。
なぜ失敗するのか
本来の5Sの目的は、ムダ・異常・問題の見える化 です。
しかし掃除イベント化すると、
- 原因分析しない
- 改善しない
- 汚れる構造が残る
結果、現場はすぐ元に戻ります。
立て直しのポイント
- 清掃=点検にする
- 汚れの発生源を潰す
- 改善前後を記録する
キレイさではなく
異常が見えるかで評価します。
② 目的が「キレイにする」になっている
よくある現場
- 「5S=整理整頓活動」
- 「見栄えを良くする」
- 「監査対策」
この状態だと、現場はすぐ疲弊します。
なぜ失敗するのか
現場から見ると、
- 生産性は変わらない
- 作業は増える
- 意味が分からない
つまり「やらされ活動」になります。
立て直しのポイント
5Sの目的を言い換えると、生産性改善の基盤整備です。
- 探す時間ゼロ
- 歩行削減
- 異常の早期発見
作業者にとってのメリットを
数値で示すことが重要です。
③ 判断基準がない(属人5S)
よくある現場
- 「不要かどうかは各自判断」
- 「使うかもしれない」で残す
- 置き場所が人によって違う
結果、現場は統一されません。
なぜ失敗するのか
判断基準がないと、
- 整理が進まない
- 定位置が崩れる
- ルールが守られない
改善ではなく個人活動になります。
立て直しのポイント
必ず基準を作って、判断を“人”ではなく“ルール”に任せます。
例:
- 1ヶ月未使用 → 仮置き
- 3ヶ月未使用 → 別保管
- 6ヶ月未使用 → 廃棄検討
④ 清潔・しつけが“精神論”になっている
よくある現場
- 「意識を高く持て」
- 「ちゃんと戻して」
- 「守るのが当たり前」
これ、ほぼ確実に崩れます。
なぜ失敗するのか
人は忙しいと必ず
- 近くに置く
- 仮置きする
- 面倒なルールを省略する
だから仕組みが必要です。
立て直しのポイント
- 定位置線
- 定数管理
- 毎日5分5S
- 改善会議
継続は「文化」ではなく「仕組み」です。
⑤ 成果指標がない(効果が見えない)
よくある現場
- 点数だけの監査
- 見た目評価
- 成果未測定
現場から見ると「意味不明」です。
なぜ失敗するのか
成果が見えない活動は必ず衰退します。
立て直しのポイント
おすすめ指標:
- 探し時間
- 歩数
- 動作数
- 工具紛失件数
- 不良混入件数
まとめ 失敗する5Sは“現場活動”として設計されている
失敗する5Sの共通点は、現場活動として5Sが設計されている点です。
- 掃除活動になっている
- 目的が曖昧
- 判断基準がない
- 精神論で運用
- 成果が見えない
5Sは 現場活動ではなく「生産性設計」です。
生産技術が現場と協力して進める必要があるのです。
- 整理 → ムダ排除設計
- 整頓 → 動作設計
- 清掃 → 保全設計
- 清潔 → 標準設計
- しつけ → 運用設計
5Sの本質:現場設計の基本フレーム
5Sは清掃活動ではありません。
現場の状態を段階的に設計していく ”改善の基本フレーム” です。
| 活動 | 本質 | 設計視点 |
|---|---|---|
| 整理 | 何を持つか決める | 必要性設計 |
| 整頓 | 探さない配置を作る | 動作設計 |
| 清掃 | 異常を検知する | 点検設計 |
| 清潔 | 状態を維持する | 標準設計 |
| 躾 | 継続させる | 運用設計 |
これはバラバラの活動ではありません。
現場設計の流れそのものです。
必要性を決める
↓
動作を設計する
↓
異常を検知する
↓
状態を標準化する
↓
運用として定着する
つまり5Sとは、
現場の状態そのものを設計する改善手法
なのです。
5Sが機能した現場では、
- ムダが自然に見える
- 異常がすぐ分かる
- 作業のバラツキが減る
結果として、
- IE改善が成立する
- 標準作業が機能する
- ライン設計が定着する
つまり5Sは 改善の前提条件(インフラ)です。
5Sの活動内容と目的
ここでは、5Sそれぞれの活動内容と目的を整理します。
重要なのは、
「何をやるか」ではなく 「なぜその活動が必要なのか」 を理解することです。
整理:何を持つか決める(必要性の設計)
整理は「捨てる活動」ではありません。
工程に必要なモノを定義し、
必要なものだけが存在する状態を設計する活動です。
整理ができていない現場では、
- 同じ用途の治具が複数ある
- 仕様違いの部品が混在する
- 使うか分からない物が残り続ける
結果として、ムダ・異常・判断が増えます。
<目的>
- 必要なモノだけがある状態を作る
- 工程に必要な物を明確にする
- ムダ・異常を見える化する
<活動内容>
- 工程に必要なモノの定義
- 必要/不要の判断基準の明確化
- 使用頻度による分類
- 不要物の排除・隔離
整理=「物の標準設計」です。
整頓:どこに置くか設計する(動作設計)
整頓は「並べる活動」ではありません。
作業動作を最適化し、
探さない・迷わない・取り違えない現場を作る配置設計です。
整頓が弱い現場では、
- 探す時間が発生する
- 振り向き・歩行が増える
- 作業者ごとに配置が違う
結果として、作業時間と品質が安定しません。
<目的>
- 誰でもすぐ使える状態を作る
- 動作を最適化する
- 標準作業が成立する環境を作る
<活動内容>
- 定位置/定量/定方向の設定
- 動線・使用頻度に基づく配置設計
- 表示・ラベル・色分け
- 取り違え防止設計
整頓=「動作設計」です。
清掃:なぜ汚れるか潰す(異常設計・原因対策)
清掃は「掃除」ではありません。
設備・工程の状態変化を発見し、
異常の原因を潰すための点検活動です。
清掃が機能していない現場では、
- 油漏れに気づかない
- 摩耗・緩みが放置される
- 故障や不良が突然発生する
<目的>
- 異常を早期に発見する
- 故障・不良の予兆を見つける
- 汚れの発生源をなくす
<活動内容>
- 設備・治具・作業環境の清掃
- 清掃点検(漏れ・緩み・摩耗)
- 汚れ発生源の対策・構造改善
清掃=「異常検知と原因潰し」です。
清潔:崩れない仕組みを作る(標準設計)
清潔は「きれいな状態」ではありません。
整理・整頓・清掃の状態を
誰でも同じレベルで維持できる仕組みを作る活動です。
ここが弱いと、現場は必ず元に戻ります。
<目的>
- 3Sを維持し続ける仕組みを作る
- 状態を標準化する
- 判断不要の現場を作る
<活動内容>
- 3Sの標準化(写真基準など)
- 表示ルール・管理基準の統一
- チェックリスト・定期確認の仕組み
清潔=「状態維持の仕組み設計」です。
しつけ:続く運用にする(運用設計)
躾は「厳しく指導すること」ではありません。
標準が守られ続ける仕組みを作り、
改善が回り続ける運用を設計する活動です。
精神論では、現場は絶対に続きません。
<目的>
- 標準遵守の文化を作る
- 行動を習慣化する
- 改善を継続させる
<活動内容>
- 教育訓練
- 監査・巡回(改善型)
- 改善提案の運用
しつけ=「運用設計」です。
なぜ5Sが改善の土台になるのか
5Sが機能していない現場では、
- ムダが見えない
- 異常に気づけない
- 標準作業が成立しない
つまり、改善そのものが成立しません。
逆に言えば、
5Sは改善の前提条件であり、
ライン設計・IE改善・品質改善すべての基盤です。
5Sをまとめると
5Sは「現場をキレイにする活動」ではありません。
- ムダと異常を見える化する
- 改善が機能する状態を作る
- 品質・生産性・安全を安定させる
そのための現場設計の基本フレームです。
そして5Sとは、
- 必要性を定義し(整理)
- 使いやすさを設計し(整頓)
- 異常を検知し(清掃)
- 状態を標準化し(清潔)
- 行動を習慣化する(躾)
現場改善の最も基本で、最も強力な仕組みなのです。
| 項目 | 主な活動内容 | 目的 |
|---|---|---|
| 整理 | ・工程に必要なモノの定義 ・必要/不要の判断基準の明確化 ・使用頻度による分類 ・不要物の排除・隔離 |
必要なモノだけがある状態を作る ムダ・異常を見える化する 工程の本来の姿を明確にする |
| 整頓 | ・定位置/定量/定方向の設定 ・動線・使用頻度に基づく配置設計 ・表示・ラベル・色分け ・取り違え防止設計 |
探す・迷う・取り違えのムダ削減 作業時間短縮・バラつき低減 標準作業が成立する環境づくり |
| 清掃 | ・設備・治具・作業環境の清掃 ・清掃点検(漏れ・緩み・摩耗) ・汚れ発生源の対策 |
異常の早期発見 設備トラブル・不良の予防 |
| 清潔 | ・3Sの標準化 ・写真基準書・表示ルール ・チェックリスト運用 |
状態の標準化 3Sを維持する仕組みづくり |
| 躾 | ・教育訓練 ・監査・巡回 ・改善提案運用 |
標準遵守の文化形成 改善の継続性確保 |
現場で機能する5Sの進め方(実践ステップ)
本来の5Sは、現場をキレイにする活動ではありません。
生産性を上げるための“現場設計活動”です。
掃除や片付けだけでは、現場は変わりません。
- 探し物はなくならない
- 歩行は減らない
- 作業は標準化されない
- 異常は見逃される
設計 → 標準化 → 運用
ここまで落として初めて、5Sは機能します。
ここでは、IE・生産技術の視点から
現場で機能する5Sの進め方を解説します。
STEP0 目的を「生産性」に置き直す
最初にやるべきは、5Sの目的の再定義です。
5Sの目的は生産性改善の基盤整備。
ここを間違えると、5Sは100%イベント化します。
NG目的(ほぼ失敗する)
- キレイにする
- 監査対策
- 上から言われたから
- 見栄え改善
この状態では現場はこう思います。
「また掃除イベントか…」
やらされ活動では、当然、定着しません。
正しい目的(生産性に直結)
- 探す時間ゼロ
- 歩行削減
- 異常の早期発見
- 作業バラツキ削減
- 標準作業の成立
- 教育時間短縮
実務でやること
まず“困り事”を数値化します。
IE手法で現状データを取ってから始めると成功率が跳ね上がります。
- 探し時間を測定
- 歩数を測定
- 仮置き箇所を記録
- 不要動作を観察
- 異常発見遅れ事例を収集
STEP1 整理:物の“標準設計フェーズ”
多くの現場がここで止まってしまいます。
理由はシンプルで、判断基準がないからです。
そして「整理 = 捨てる」と大きな誤解を持っています。
「整理 = 必要な物を定義する設計活動」です。
正しい整理の流れ(生産技術主導)
- 現場の物を全部出す
- 用途・機能で分類
- 使用頻度確認
- 代替可能性確認
- 共通化設計
- 不要物削減
実務手順
① 使用頻度分類例
- 毎日
- 週1
- 月1
- それ未満
② 判断基準作成例
- 1ヶ月未使用 → 仮置き
- 3ヶ月未使用 → 別保管
- 6ヶ月未使用 → 廃棄検討
③ 赤札運用
- 日付記入
- 担当者明確化
- 期限設定
※赤札作戦の詳細はこちら
生産技術の役割
- 共通工具設計
- 共通治具設計
- 部品共通化
- 保管単位設計
整理は現場作業ではありません。整理は“設計業務”です。
STEP2 整頓:動作設計
「整頓=並べる」ではありません。
作業動作の最適化です。
ここは完全にIE領域です。
実務手順
① 動作観察(見るポイント)
- 歩数
- 振り向き
- 前屈
- 片手作業
- 手待ち
- もの探し
② 使用頻度と配置
- 高頻度 → 手元
- 中頻度 → 1歩以内
- 低頻度 → 後方
③ 動線分離
- 作業動線
- 補充動線
- 搬送動線
混ざると100%ムダが増えます。
有効施策
- 定位置線
- 色分け
- キッティング
- 傾斜棚
生産技術の役割
- 作業台高さ設計
- 部品供給設計
- 治具一体化
- 両手作業設計
- 動作経済設計
整頓=ライン設計そのものです。
STEP3 清掃:点検活動に変える
掃除だけでは現場は変わりません。
清掃=設備・工程の点検活動です。
実務手順
① 汚れ源特定
- 人為
- 設備構造
- 材料特性
- 作業方法
② 再発防止設計
- カバー追加
- 集塵改善
- 油受け設置
- 漏れ対策
- 配管見直し
③ 点検項目設定
- 緩み
- 漏れ
- 摩耗
- 異音
- 温度
-
振動
NG例
- 一斉清掃
- 原因未対策
- 担当曖昧
- 掃除時間だけ増える
「なぜ汚れる?」を潰します。
STEP4 清潔:維持できる仕組みにする
ここが弱いと、現場は必ず元に戻ります。
清潔は“キレイな状態”ではありません。
3Sを維持する標準設計です。
実務手順
- 写真付き標準
- 定位置表示
- 定数管理
- 補充点設定
- 表示ルール統一
- 色分け区域
- 異常の見える化
重要な考え方
人は必ず
- 近くに置く
- 楽な場所に置く
- 元に戻さない
だから設計します。
- 戻しやすい設計
- 判断不要設計
- 見れば分かる設計
- 置けない設計
仕組みで守らせます。
STEP5 しつけ:運用設計で定着させる
しつけは精神論ではありません。
継続できる仕組み設計です。
実務でやること
- 毎日5分5S
- 週1改善ミーティング
- 月次改善発表
- KPI連動(探し時間・歩数など)
- 改善事例共有
運用のコツ
- 点数評価+改善議論
- 管理者も現場参加
- 小改善は即実行
- 改善を可視化
- 新人教育に組込み
生産技術の役割
- 標準作業書更新
- 配置固定化
- 工具・治具標準化
- 教育資料整備
- 作業設計更新
しつけ=運用設計。
まとめ 5Sは「現場改善の設計プロセス」
5Sは掃除ではありません。
- 整理 → 物の設計
- 整頓 → 動作設計
- 清掃 → 点検設計
- 清潔 → 標準設計
- しつけ → 運用設計
つまり5Sとは、
現場を生産性が上がる状態に設計するプロセス
です。