
この記事で解決できる困りごと
・業務改善の進め方が分からない
・改善しているのに成果が出ない
・問題が曖昧なまま改善してしまう
・改善テーマが散らかる
この記事でここを目指そう
・業務改善フレームワークの基本が分かる
・問題発見の具体的手順が分かる
・改善テーマを自信を持って決められる
改善しているのに成果が出ない。
改善テーマが増えるばかりで、現場が疲弊している。
その原因は――
「問題が曖昧なまま改善していること」 にあります。
多くの製造現場では、
・何となく悪そうなところを直す
・とりあえず設備を改善する
・標準作業を見直す
といった“対策先行型”の改善が行われています。
しかし本来、改善とは ”問題 = めざす姿(ゴール) − 現状(スタート)”
この“差”を埋める活動です。
差が見えていなければ、
対策が的外れになってしまうことが増えます。
この記事では、製造業の現場で使える
業務改善フレームワーク(Define・Measure・Analyze) に基づき、
・何を見るのか
・どう判断するのか
・どの順番で進めるのか
を実務視点で解説します。
まずは改善成功の8割を決める
STEP1「問題発見」 をマスターしましょう。
なぜ製造業の業務改善は失敗するのか?
業務改善でよくある失敗パターン
製造現場の改善でよくある失敗は次の通りです。
・ボトルネック工程を特定しない
・標準作業を確認せず改善
・作業時間測定をせずに改善
・設備改善だけに偏る
・データ分析をせず感覚のみで判断
結果として、
・改善したのに生産性が上がらない
・不良率が逆に悪化する
・現場が疲弊する
といった問題が発生します。
現場改善がうまくいかない3つの原因
製造業の業務改善が失敗する主な原因は次の3つです。
・ゴールが曖昧
・現状を測定していない
・原因を決めつけている
結果として、
・改善したのに生産性が上がらない
・不良率が下がらない
・現場が疲弊する
という事態が起きます。
業務改善フレームワークとは?
この原因を潰しこむのに効果的なのが業務改善フレームワークです。
業務改善フレームワークとは、
問題を構造的に発見し、
原因を分析し、
再現性ある改善につなげる「型」
です。
製造業では特に、
- 不良率低減
- 作業時間短縮
- 生産性向上
- リードタイム短縮
といったQCD改善を体系的に進めるための土台になります。
業務改善フレームワークが重要な理由
製造現場では
・工程ごとの作業時間
・設備稼働率
・段取り時間
・不良率
・ボトルネック工程
が複雑に絡み合っています。
人・設備・材料・方法(4M)が常に変動する環境では、
経験や勘だけの改善は局所最適になりがちです。
業務改善フレームワークを使うことで、
・工程改善の優先順位が明確になる
・改善活動の再現性が高まる
・データに基づく意思決定が可能になる
のメリットを得ながら、業務改善を進めることができます。
業務改善フレームワーク全体像|3STEPで考える
Point:業務改善フレームワークの全体像
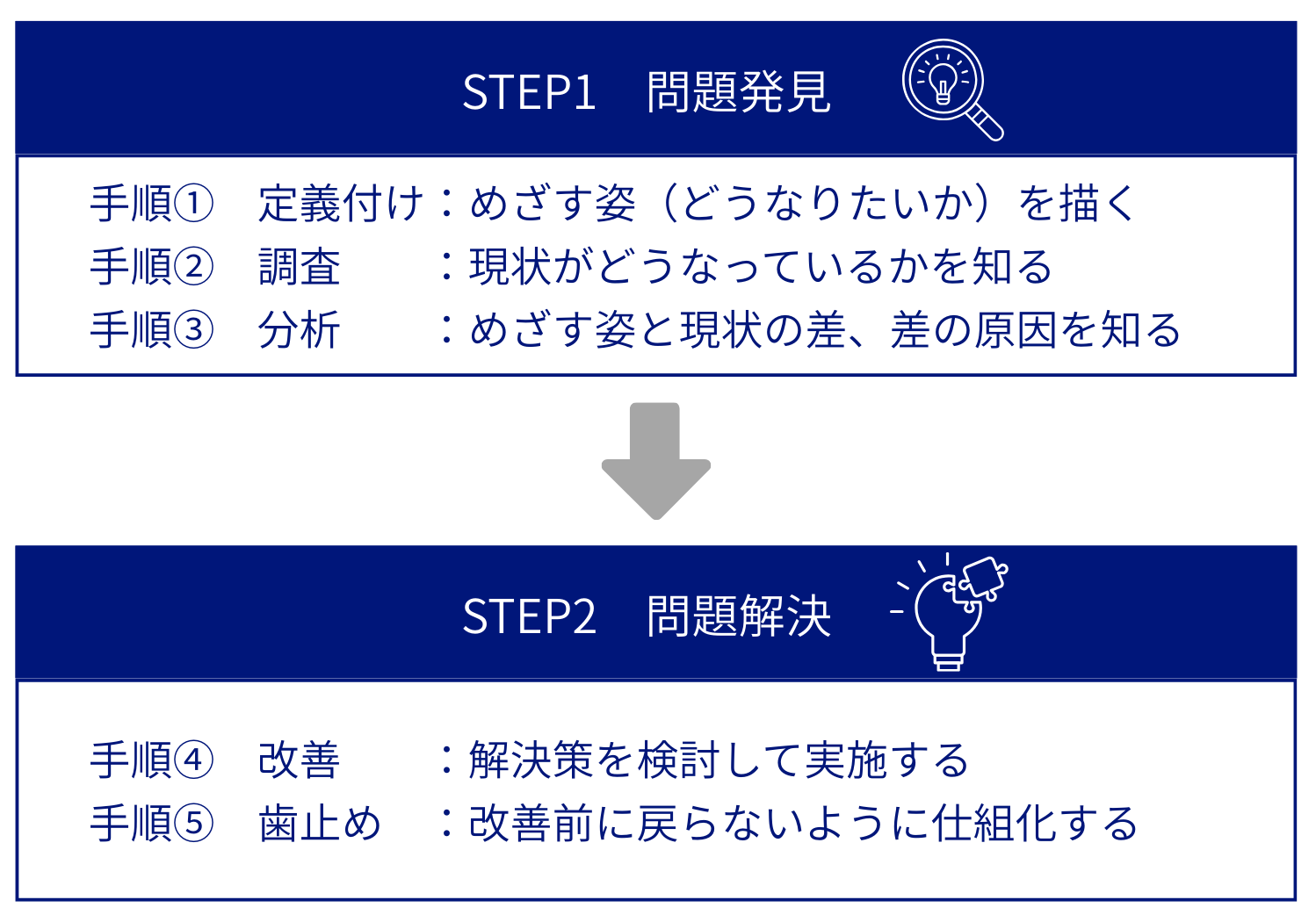
問題発見は
・STEP1:定義付け(Define)
・STEP2:調査(Measure)
・STEP3:分析(Analyze)
を順に進めることで、
・何が問題なのか
・どれくらい問題なのか
・なぜ起きているのか
を客観的に判断できます。
※業務改善フレームワークの全体像はこちら
手順1 定義付け(Define)|改善ゴールを明確にする
問題とは「めざす姿(ゴール) − 現状(スタート)」の差
問題とは“悪いところ”ではありません。
“理想と現状のギャップ(差)” のことです。
問題 = めざす姿(ゴール) − 現状(スタート)
すなわち、問題発見とは”理想と現状の差を把握すること”です。
この認識がズレてしまっていることが多いので要注意です。
例:
目標:25個/h
現状:15個/h
差:10個/h(=問題)
差を数値で表せて初めて、改善はスタートします。
改善とは差を埋める活動
改善とは、
”理想と現状の差を正しく認識し、その差を埋める活動” です。
だからこそ、理想(ゴール)と現状(スタート)が曖昧だと
問題が見えない
→ 的外れな対策に時間を使う
→ 思ったような結果に繋がらない
と改善が空回りしてしまいます。
差を明確にしない改善は、方向性を失います。
改善で迷子になってしまう原因は、問題が発見できていないケースが多いのです。
なぜゴール設定が改善成功の8割を決めるのか
ゴールが曖昧だと、
・悪いところ探しになる
・成果が測れない
・方向がブレる
改善は必ず迷子になります。
改善は「ゴール設定」から始めるのが鉄則です。
ゴール設定は具体的・定量的に
悪い例:
「効率化する」
良い例:
「生産数を20個/h → 25個/hに向上(1か月以内)」
数値化することで、
- 認識ズレ防止
- 効果測定可能
- 意思決定の迅速化
が可能になります。
ゴール設定の3STEP(QCD×方針×SMART)
STEP1:QCD視点で整理
Q:不良率
C:工数・作業時間
D:リードタイム
どこを改善したいのか明確にします。
STEP2:上位方針と整合させる
会社や部門の目標と一致しているか確認します。
全体最適を外れた改善は継続しません。
STEP3:SMARTで具体化
最後に、めざす姿を具体化・定量化します。
ここで役立つのが SMART の考え方です。
次の5つの観点で整理すると、「具体的」「定量的」であいまいさがなくなり、
誰が見ても同じ方向を向けます。
- S(Specific)具体的:「段取りを早くする」→「工具交換時間を10分以内にする」
- M(Measurable)測定可能:達成度を数字で測れるようにする
- A(Achievable)達成可能:現場の実力やリソースで実現できる範囲に設定する
- R(Relevant)関連性:会社や部門の目標とつながっていること
- T(Time-bound)期限:「3か月以内に達成する」といった期限を明確にする
例:
- 段取り時間を30分→20分(3か月以内)
- 不良率3%→1%未満(半年以内)
- 生産数20個/h→25個/h(来月末まで)
ここまで明確にできて初めて、
次のステップ「調査」に進みます。
手順2 調査(Measure)|現状を正しく把握する
めざす姿が決まったら、次は 現状の姿(スタート地点)を正しく把握します。
現場での違和感はとても重要です。
ただし必ず数値で裏付けを取ります。
「遅い気がする」「ムダが多そうだ」といった印象だけでは、正しい判断はできません。
- 現状のプロセスを測定する
- 作業時間・不良率・稼働率などを数値化する
現状を正確に測ることで、
初めてゴールとの比較が可能になります。
現状は「感覚+データ」で捉える
めざす姿(ゴール)が決まったら、
次にやることはシンプルです。
現状を正確に測ること。
改善は「差」を埋める活動です。
しかし、現状が曖昧では差は見えません。
現場の違和感は“出発点”
現場の違和感はとても重要です。
- 「作業が遅い気がする」
- 「最近、不良が増えている気がする」
- 「材料供給がバラついている気がする」
この“気づき”が改善の種になります。
しかし、違和感だけでは改善はできません。
必ず「数値」で裏付けを取る
感覚だけでは、
・人によって判断が違う
・議論が感情論になる
・対策がズレる
という問題が起きます。
だからこそ、
違和感 → 測定 → 数値化
が必要なのです。
「気がする」を「事実」に変える例
例① 作業時間
✖ 「作業が遅い気がする」
○ 「作業が遅い気がする」+「作業時間を測定」
→ 標準作業時間より 15%遅延
例② 不良率
✖ 「不良が増えている気がする」
○ 「不良が増えている気がする」+「過去3か月の不良率を確認」
→ 2.8% から 4.2%に悪化
例③ 材料供給
✖ 「材料供給がバラバラっぽい」
○ 「材料の供給がバラバラっぽい」+「供給リードタイムを測定」
→ 日によって 2〜5時間のばらつき
なぜ「感覚+データ」の両輪が必要なのか
重要なのは、
定性情報(現場の声・観察)
+
定量情報(数値データ)
この両輪で見ることです。
感覚だけでは思い込みになります。
データだけでは現場のリアルを見失います。
両方を組み合わせることで、
・認識ズレを防ぐ
・バイアスを排除できる
・議論が建設的になる
・改善のスタート地点がぶれない
状態をつくれます。
調査で測るべき代表指標(製造業)
・作業時間
・工程別リードタイム
・不良率
・稼働率
・段取り時間
・仕掛在庫量
これらを数値化して初めて、
ゴールとの「差」が見えるようになります。
製造業で使う現状調査ツール
製造業の現場改善で現状を数字で捉えるためには、以下のようなツールがあります。
-
IE(Industrial Engineering:インダストリアル・エンジニアリング)
→ 作業時間分析、動作分析、ラインバランス分析などを通じて「どこで時間がかかっているか」を明らかにします。 -
OR(Operations Research:オペレーションズ・リサーチ)
→ 数学的手法を使い、最適な生産計画や在庫量を導き出すアプローチです。現状のリソースをどう配分すべきかを定量的に示せます。
これらを使うことで、
・どの工程が生産ラインのボトルネックなのか
・どこにムダな作業があるのか
を客観的に把握できます。
これらの詳細については別ページで紹介しますので、覗いてみてください。
IE(インダストリアル・エンジニアリング)の詳細はこちら:
IE(インダストリアル・エンジニアリング)の全体像_IEとは何か?目的と役割をわかりやすく解説
手順3 分析(Analyze)|差と原因を特定する
差を数値化すると、
・優先順位が見える
・改善範囲が明確になる
・効果検証が可能になる
最後に行うのが「分析」です。
- 目標阻害要因を抽出する
- その要因を改善すれば目標達成できるかを検証する
ここでは、
- 本当にそこがボトルネックなのか
- 優先的に取り組むべき要因は何か
を見極めます。
思い込みで原因を決めず、
データと論理で判断することが重要です。
差の把握_見える化方法
・目標に対して今どのくらい不足しているのか
・何がどの程度足りないのか
が明確になることで、改善の焦点がブレなくなります。
差を見える化して共有しやすくするには、次のような手段が有効です。
・数値でギャップ整理
・グラフ化
・工程別分解
数値でギャップ整理
目標と現状を並べて差分を明示します。
生産性、コスト、リードタイム、不良率、稼働率など、QCDの観点で整理します。
グラフ化
目標値と現状値をグラフで比較します。
棒グラフ、折れ線グラフ、パレート図などで整理します。
プロセスごとのギャップ分解
工程ごと、時間帯ごと、人ごと、設備ごとに分解し、プロセスで図示します。
工程フロー、VSMなどで整理します。
原因の把握_4M+1Eで原因を構造化する
差が明確になったら、「なぜこの差が生じているのか?」を深掘ります。
ここで注意したいのは、”差”と”原因”は別物という点です。
差を見つけただけでは、まだ「問題が見えた」状態。
改善を進めるには、その差を生んでいる原因を突き止める必要があります。
例えば生産性低下の原因を探る時、
・作業手順のばらつき
・設備停止頻度
・材料品質の変動
・レイアウトの問題
など、複数要因が絡んでいることが多くあります。
差の原因を深堀る時、『4M+1E』の視点で整理し、原因を突き止めます。
・Man(人)
・Machine(設備)
・Material(材料)
・Method(方法)
・Environment(環境)
原因の把握_原因分析手法
原因を特定していくには、次のような手段が有効です。
データ分析による裏付け
感覚だけでなく、調査で得たデータや事実を根拠として原因を特定することで、
思い込みによる対策ミスを防ぎます。
なぜなぜ分析
差(例:生産性10個不足)に対して「なぜ?」を繰り返し、
表面的な現象ではなく根本的な要因を突き止めます。
特性要因図(フィッシュボーン)
人・設備・方法・材料・環境などの観点から、差の原因を整理していきます。
ありがちな失敗は、「この差は○○が原因に違いない」と決めつけてしまうこと。
原因を特定する際は、「現場の声」や「現象」をよく観察し、データと突き合わせることがポイントです。
実際に調査・分析を進めると、当初の想定とは違う意外な原因が見つかることも少なくなく、
思い込みで原因を決めないことが重要です。
この3手順は、どんな改善テーマでも共通する基本構造です。
工程改善、生産性向上、不良低減など、すべてに応用できます。
まとめ|製造業の改善は「型」で決まる
問題=理想と現実の差
改善=差を埋める活動
■3手順
1. 定義付け
2. 調査
3. 分析
■4ポイント
1. ゴールを描く
2. 現状を知る
3. 差を知る
4. 原因を知る
STEP1が安定すると、
改善の成功率は大きく向上します。
次はSTEP2問題解決へ進みましょう。