
この記事で解決できる困りごと
- PDCAサイクルとは何かを正しく理解したい
- 工場改善・生産技術でどう使えばいいか分からない
- PDCAが回らず、改善が止まってしまう
- PDSやQC、DMAICとの違いを整理したい
この記事でここを目指そう
- PDCAサイクルの本質が理解でき、現場で使える
- 改善が標準化し、継続的に回せるようになる
- 「なぜ改善が止まるのか?」の原因が分かり、改善が前に進む
製造業や生産技術の現場で改善活動を進める際に、
必ずと言っていいほど登場するのが PDCAサイクル(Plan・Do・Check・Act) です。
ですが、「PDCAを回せ」と言われるけれど、
正直どう回せばいいのかわからない・・・。
・形だけになっている
・Checkで終わっている
・Actまでいかない
・結局成果につながらない
製造業の現場では、こうした“止まったPDCA”が非常に多いです。
この記事では、
- PDCAサイクルの基本
- 製造業と相性が良い理由
- 具体例(ライン能力10%向上)
- 回らない原因と成功のコツ
- PDSやDMAICとの違い
まで、体系的に解説します。
明日から現場で実践できる、成果の出る改善手法として、
PDCAを確実に使いこなせるようになります。
▶ 詳しくはこちら:代表的な4つの改善サイクルの説明はこちら
改善サイクルとは?PDS・PDCA・PADSC・DMAICの違いと使い分け【現場改善】
PDCAサイクルとは?【1分でわかる基本】
Point:PDCAサイクル
<PDCAサイクルとは>
Plan(計画)→ Do(実行)→ Check(点検)→ Act(改善)
を繰り返す継続改善のフレームワーク
<特徴>
・ロジカルに改善できる
・成果を数字で評価し、次につなげやすい
・組織的な改善・プロジェクト向き
<使いどころ>
・不良削減プロジェクト
・ラインバランス改善
・コスト削減活動
・標準作業づくり・標準化活動
・品質向上活動(QCストーリーと相性◎)
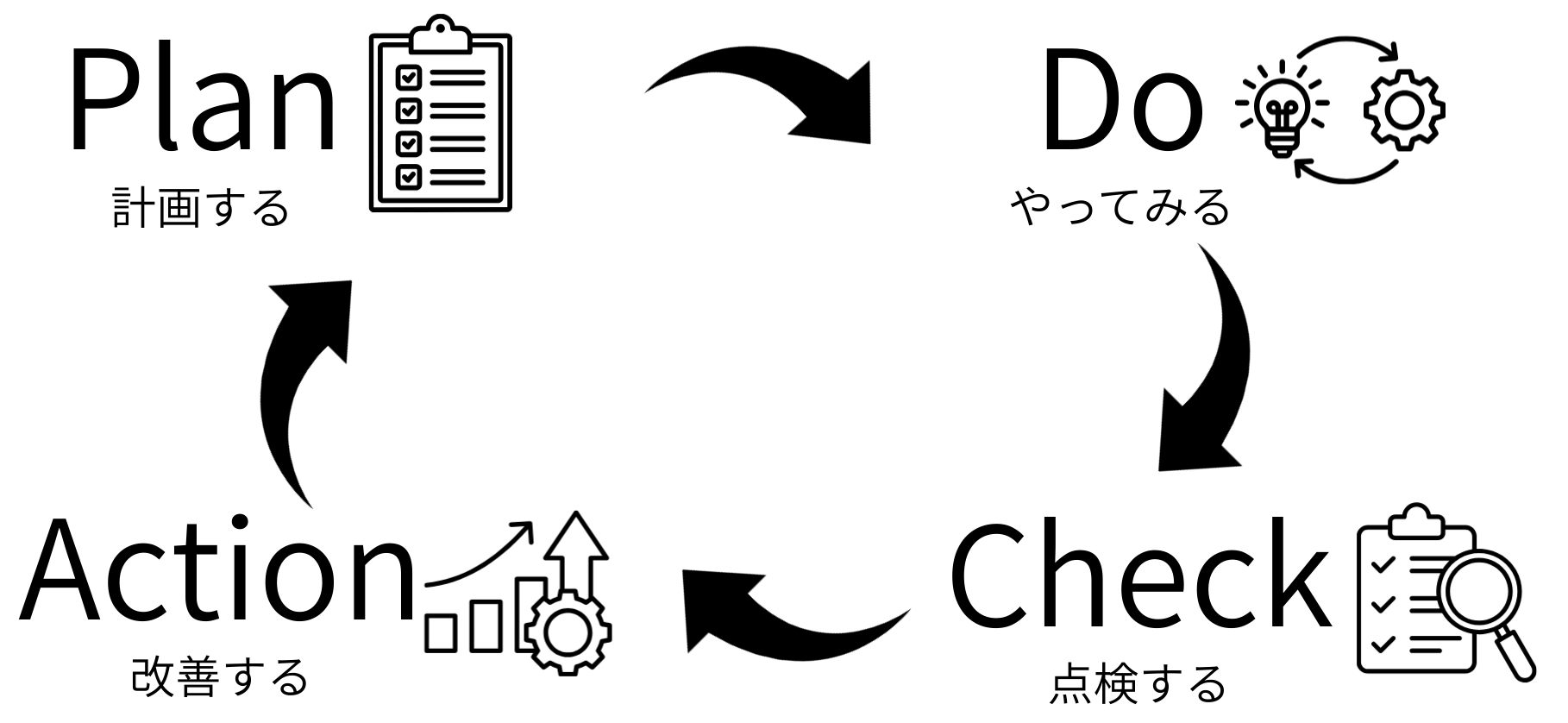
PDCAサイクルとは、
Plan(計画)
Do(実行)
Check(点検)
Act(改善)
を繰り返すことで、改善を“仕組み化”するフレームワークです。
品質管理の発展に貢献した
W. Edwards Deming によって広く普及しました。
W. Edwards Demingは、統計的品質管理を日本に広め、
戦後の製造業発展に大きな影響を与えた人物です。
PDCAサイクルの特徴(製造業と相性が良い理由)
PDCAは一言でいうと「改善を確実に積み上げるための再現性あるサイクル」 です。
現場改善と違い、「組織的」「再現性のある」「体系立った」改善に向いています。
特に製造現場と相性が良いのは、次の4つの理由からです。
思いつき改善を防ぎ、誰がやっても同じ手順で進められる
製造現場では、
- 人によって改善のやり方が違う
- その場の思いつきで進めてしまう
- 経験者の“カン”に依存してしまう
といった 属人化 が起きがちです。
PDCAは「計画 → 実行 → 点検 → 改善」の道筋が明確なので、
- 再現性
- 再発防止
- 組織的改善
がしやすく、工程改善や品質改善に非常に向いています。
改善を「勘」ではなく「プロセス」で進められます。
成果を数字で評価できるため、改善の質が安定する
PDCAのC(Check)では 必ず数字で評価 します。
これにより、改善が「なんとなく良くなった」では終わりません。
よく使う評価指標
- 不良率
- タクトタイム
- 仕掛在庫
- コスト削減額
数字で改善効果が“見える化”されるため、
誰が見ても判断できる安定した改善が進められます。
標準化まで落とし込める
Actで標準書に反映できるため、
改善が定着します。
組織改善にも強い
複数人プロジェクトでも回せるのがPDCAの強みです。
PDCAサイクルの4ステップを解説
ここでは製造業の事例で説明します。
P(Plan:計画)
「何をどれだけ改善するのか」「どう測定するのか」を決める段階。
改善目的・目標・方法・評価指標を明確にします。
例)
- 目的:不良率30%削減
- KPI:月間不良率
- 期間:3ヶ月
- 対策案:検査工程の基準見直し
D(Do:実行)
計画した対策を実際に実行する段階。
- 作業手順書の改訂
- 治具の改良
- レイアウト変更
C(Check:点検)
実行結果が計画通りかどうか、数字と現場で評価する段階。
- 不良率の推移確認
- 作業時間の変化
- 仕掛在庫の増減
A(Act:改善)
Checkで得た結果をもとに、改善を定着させ次の課題を見直す段階。
ここまでやって初めて「改善完了」です。
- 成果が出た方法を標準化する
- 計画との差異を調査して次のPlanへ活かす
- 手順書へ正式反映
- 教育資料更新
- 管理指標へ組み込み
具体例:ライン能力を10%向上させたい場合
① Plan(計画)
目的:ライン能力を10%向上
現状:A工程がボトルネック
対策案:A工程に補助治具を導入する
② Do(実行)
補助治具を試作し、一定期間テスト運用する。
③ Check(点検)
生産数の推移を確認し
- 能力が5%向上
- 作業者の負荷は減少
- 工程内仕掛は改善
などの結果を判定。
④ Act(改善)
- 効果があるため標準化
- 追加の改善点を整理し、次のPlanへ反映
PDCAが回らない5つの原因
PDCAが失敗する現場には共通点があります。
① Planが曖昧
目標が抽象的(例:品質を上げる)
→ 数字で定義することが重要。
② KPIが定義されていない
測定できない改善は管理できません。
③ Checkが形骸化している
「なんとなく良くなった」で終わる。
→ 数字+現場観察+作業者の声で確認。
④ Act(標準化)をしていない
改善が続かない最大原因。
- 標準書未反映
- 教育未実施
- 管理未変更
⑤ 改善責任者が不明確
改善は“誰かが”管理しなければ止まります。
成功のコツ
PDCAは “計画 → 実行 → 点検 → 改善” の4段階の質がすべて重要です。
① Planを丁寧に作る(最重要)
多くの現場では、Planが不十分で改善が失敗しています。
- 目的
- 目標
- 評価指標(KPI)
- 手順
- 必要工数
これらを最初に整理しておくと、成功確率が大幅に上がります。
② Check(点検)を数字と現場で行う
数字だけでは不十分。
- 数字
- 現場
- 作業者の声
この3点で評価すると、改善の質が一気に上がります。
③ Actで“標準化”までやり切る
改善が続かない最大の理由は “Act(標準化)” が抜けること。
- 手順書反映
- 作業教育
- 管理方法の見直し
ここまでやって初めて改善は定着します。
④ 改善サイクルを止めない仕組みを作る
- 定例ミーティング
- 改善状況の見える化
- KPI管理
など、改善を組織として回すシステムが必要です。
⑤ PDSと使い分けると改善が劇的に進む
- 小改善・試行 → PDS
- 本格的な品質改善・標準化 → PDCA
この組み合わせが強いです。
PDCAサイクルの使いどころ
PDSと違い、PDCAは “本格的な改善・組織改善” に向いています。
① 不良削減・品質改善活動
データをもとに原因を分析し、「対策 → 検証 → 標準化」を繰り返せるため品質改善に最適。
② 生産性向上プロジェクト
ライン改善・タクト短縮など、複数の工程をまたぐ改善に強い。
③ 標準化を伴う改善
PDCAの「Act」で標準化できるため、改善が定着しやすい。
④ 進捗管理・複数人の改善活動
PDCAは“誰でも同じ手順で進められる”ため、チーム改善に適しています。
⑤ PDSサイクルでは重い改善
PDSが軽い改善向けなのに対し
PDCAは大規模・中規模改善やプロジェクト改善に向いています。
PDCAを選ぶべき3つの判断軸
① 標準化まで必要か?
② 複数人・組織で回すか?
③ 数字で成果管理するか?
YESが多いなら → PDCA
PDCAとPDSの違いと使い分け【一覧比較】
| 項目 | PDS | PDCA |
|---|---|---|
| 改善規模 | 小改善 | 中〜大規模 |
| スピード | 速い | やや重い |
| 標準化 | 任意 | 必須 |
| 組織改善 | △ | ◎ |
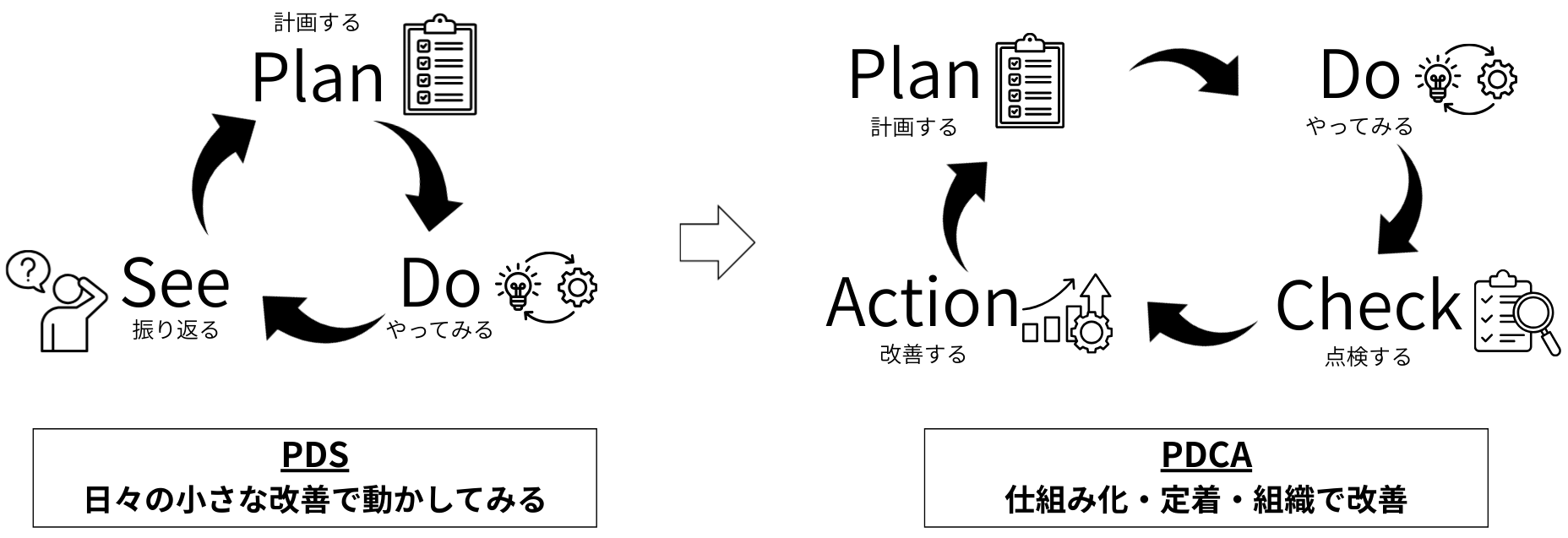
- 小さく試す → PDS
- 定着させる → PDCA
現場では
「まずPDSで動かす → 定着段階でPDCA」
の使い方が効果的です。
小改善を高速で回したい方は
▶ PDSサイクルの解説はこちら
【現場改善に強い】PDSサイクルとは?PDCAとの違いと使い分けを解説
PDCAとDMAICの違いと使い分け【一覧比較】
PDCAとDMAICは似ているようで目的が異なります。
どちらを選ぶべきかは「改善」か「問題解決」かで決まります。
ここでは
・PDCAとDMAICは何が違う?
・製造業の改善ではどちらを使うべき?
を説明します。
| 項目 | PDCA | DMAIC |
|---|---|---|
| 目的 | 改善を回す | 問題を解決する |
| 性質 | 継続改善 | 問題解決型 |
| データ分析 | 基本レベル | 統計的解析 |
| 改善規模 | 小〜中 | 中〜大 |
| 難易度 | 低〜中 | 高 |
PDCAの本質
PDCAは「改善を回す基本構造」です。
本質は以下にあります。
・標準化
・継続改善
・組織的な改善
DMAICの本質
DMAICは「Six Sigmaの体系的改善フレーム」です。
Six Sigmaは、米国の製造業で発展した品質改善手法で、
統計的手法を用いてばらつきを抑えることを目的とします。
以下の順で改善を進めていきます。
・Define(定義付け)
・Measure(調査)
・Analyze(分析)
・Improve(改善)
・Control(歯止め)
DMAICの本質は以下にあります。
・問題解決型
・データ重視
・統計解析を活用
・再発防止まで設計
▶ DMAICサイクルの解説はこちら
DMAICとは?製造業の改善で使える5ステップを分かりやすく解説
本質的な違いは「改善」か「問題解決」か
ここが記事の核心です。
PDCA
→ 改善を継続的に回す構造
DMAIC
→ 特定の問題を徹底的に潰す構造
例:
- 日常のライン改善 → PDCA
- 不良率が異常に高い → DMAIC
PDCA / PDS / DMAICの使い分けの判断軸(使い分けの本質)
- 日常改善 → PDS
- 定着・組織改善 → PDCA
- 問題解決型(原因深掘り) → QC
- 統計解析レベル → DMAIC
これを“判断軸”としましょう。
製造業で成果を出すPDCAのやり方【実践チェックリスト】
・目的を数字で定義している
・KPIを決めている
・期間を設定している
・Checkを定例化している
・Actで標準化までやっている
・改善責任者が明確
これを守るだけで成功率は大きく上がります。
まとめ
PDCAサイクルは、
- 改善を再現性ある仕組みに変える
- 数字で評価できる
- 標準化までやり切れる
- 組織改善に強い
製造業・生産技術において、
改善を定着させる最重要フレームワークです。
小改善はPDS
本格改善はPDCA
高度解析はDMAIC
この使い分けができれば、改善は止まりません。
▶ PDSサイクルの解説はこちら
【現場改善に強い】PDSサイクルとは?PDCAとの違いと使い分けを解説
▶ DMAICの解説はこちら