
この記事で解決できる困りごと
- タクトタイムの意味がよく分からない
- サイクルタイムとの違いが曖昧
- ライン設計とどう関係するのか分からない
この記事でここを目指そう
- タクトタイムとは何かが説明できる
- タクトタイムの計算方法を理解している
- タクトタイムとライン設計の関係を理解している
生産ライン設計を行うとき、最初に決める重要な指標があります。
それが タクトタイム(Takt Time) です。
タクトタイムは、
- 工程設計
- ライン設計
- ラインバランス
- 生産能力
など、生産ライン設計のほぼすべての判断基準になります。
しかし現場では、
- タクトタイムの意味がよく分からない
- サイクルタイムとの違いが曖昧
- ライン設計とどう関係するのか分からない
というケースも少なくありません。
この記事では、生産ライン設計の基礎として、
- タクトタイムとは何か
- タクトタイムの計算方法
- タクトタイムとライン設計の関係
を分かりやすく解説します。
タクトタイムとは
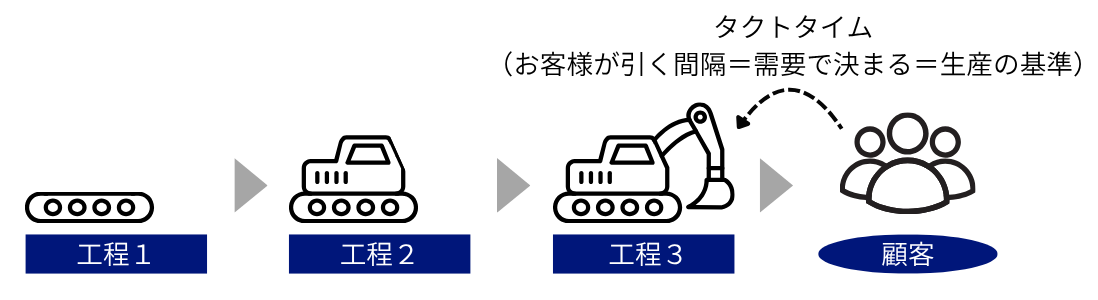
タクトタイムとは、
「顧客の需要を満たすために、製品が必要な間隔」
のことです。
簡単に言うと、
どれくらいの間隔でお客様が製品を引いていくか = 製品を出していく必要があるか
を表す時間です。
例えば
- 1日 240個の注文がある
- 稼働時間が 480分
この場合、
480分 ÷ 240個 = 2分
つまり、2分に1個製品を出す必要があります。
この 2分がタクトタイムです。
タクトタイムの役割
タクトタイムは、
生産ライン設計の基準(=モノづくりの基準)
になります。
生産ライン設計の基本構造は次の通りです。
需要
↓
タクトタイムを算出
↓
タクトタイムを基準に工程設計
↓
タクトタイムを基準にライン設計
つまり、
タクトタイムに合わせてラインを設計する
という考え方になります。
タクトタイムの計算方法
タクトタイムは次の式で計算します。
タクトタイム = 稼働時間 ÷ 必要な生産数量
計算例
<条件>
- 稼働時間:480分
- 生産数量:240個
<計算>
480 ÷ 240 = 2分
つまり、2分に1個作る必要があります。
稼働時間の考え方
稼働時間は
勤務時間 − 休憩 − 停止時間
で計算します。
<例>
| 項目 | 時間 |
|---|---|
| 勤務時間 | 480分 |
| 休憩 | 60分 |
| 停止時間 | 20分 |
<稼働時間>
稼働時間 = 勤務時間480分 − 休憩時間60分 − 停止時間20分 = 400分
タクトタイムとサイクルタイムの違い
タクトタイムと似た言葉に サイクルタイム があります。
違いは次の通りです。
| 項目 | 意味 |
|---|---|
| タクトタイム | 必要な生産速度(需要で決まる基準時間) |
| サイクルタイム | 実際の作業時間 |
タクトタイムとサイクルタイムの関係は
サイクルタイム ≦ タクトタイム
になる必要があります。
もし
サイクルタイム > タクトタイム
になると、
需要に対して生産が間に合いません。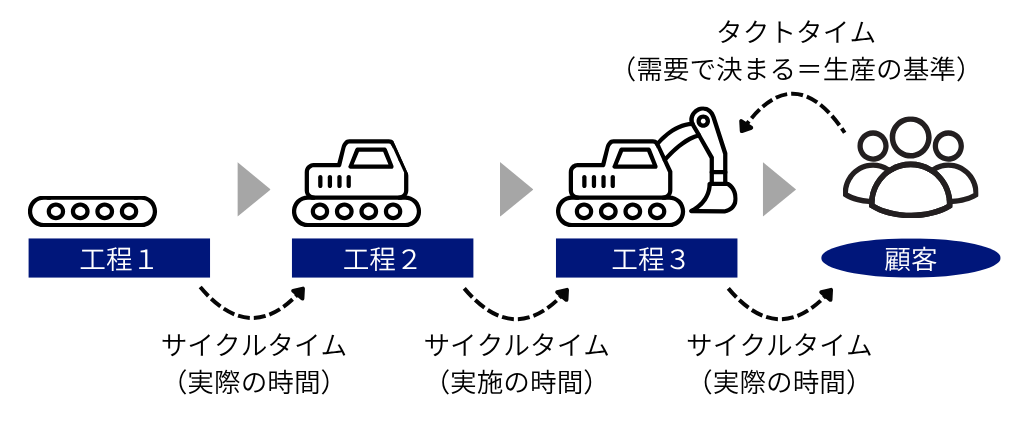
タクトタイムとラインバランス
生産ラインでは
各工程の作業時間がタクトタイム以下
になるように調整します。
これを、ラインバランシング と呼びます。
<例>
タクトタイム60秒の場合
| 工程 | 時間 |
|---|---|
| 工程1 | 50秒 |
| 工程2 | 45秒 |
| 工程3 | 55秒 |
のように
すべて60秒以内
にする必要があります。
まとめ
タクトタイムとは
どれくらいの間隔でお客様が製品を引いていくか = 製品を出していく必要があるか
です。
計算式は、タクトタイム = 稼働時間 ÷ 生産数量
生産ライン設計では、以下の順序で設計します。
需要
↓
タクトタイム
↓
工程設計
↓
ライン設計
タクトタイムは、生産ライン設計の最も基本となる指標です。