
この記事で解決できる困りごと
- 生産ラインの流れが悪い原因が分からない
- 改善しているのに生産性が上がらない
- どの工程を優先して改善すべきか判断できない
- 前工程は詰まり、後工程は手待ちになる
- 人や設備を増やしても効果が出ない
この記事でここを目指そう
- 生産ライン全体を止めている工程を見つけられる
- どの工程を優先して改善すべきか判断できる
- 待ち・詰まりが発生する理由を理解できる
- ボトルネックを基準に改善を考えられる
- 生産ライン全体の流れを改善できる状態になる
「生産ラインの流れが遅い」
「一部の工程だけ詰まっている」
こうした問題が起きたとき、原因は複数あるように見えますが、
実際にはたった1つの工程が全体を支配しているケースがほとんどです。
それが「ボトルネック」です。
この記事では、ボトルネックの本質から、
見つけ方・評価・改善の考え方までを体系的に解説します。
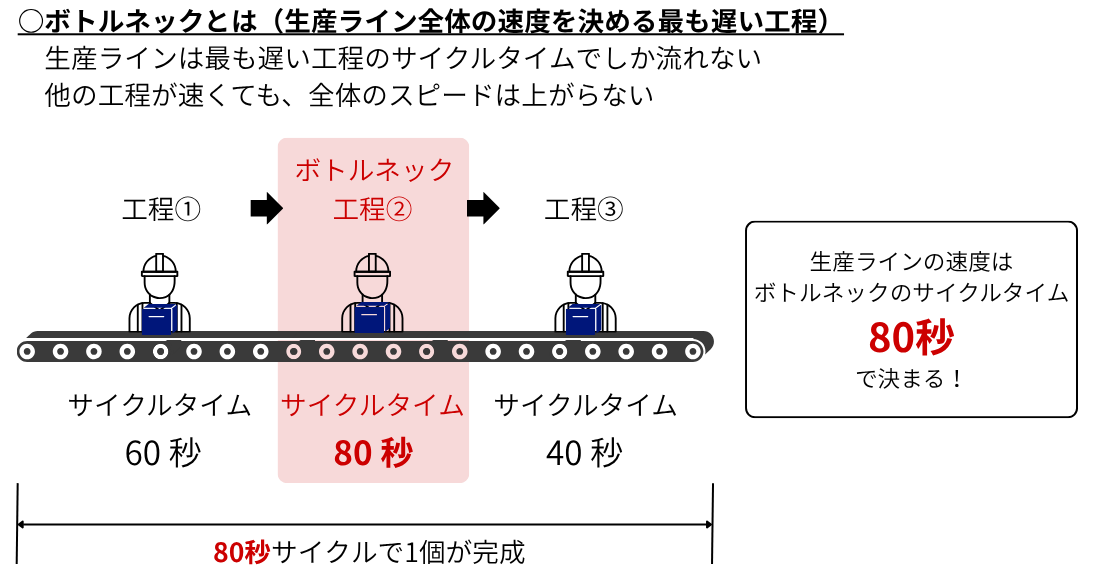
ボトルネックとは
ボトルネックとは、
生産ライン全体の生産速度を決めてしまう最も遅い工程
のことです。
ここで理解しておきたい本質は、
・生産ラインは一番遅い工程の速度でしか流れない
・他の工程がどれだけ速くても意味がない
の2点です。
※タクトタイムとサイクルタイムの違いとは:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
なぜボトルネックが発生するのか
ボトルネックは偶然ではなく、構造的に発生します。
生産ラインにおける各工程のサイクルタイムがばらつくことでボトルネックが発生します。
サイクルタイムがばらつく主な原因は、以下があります。
主な原因
① 作業負荷のバラつき
工程ごとの負荷が均等でない
② 作業方法の違い
やり方・動線・手順の差
③ 設備能力の差
設備の処理能力が低い
④ 品質・調整作業
手直し・確認で時間が増える
➡ つまり、「時間が集中する場所」がボトルネックになる
※工程能力とは:

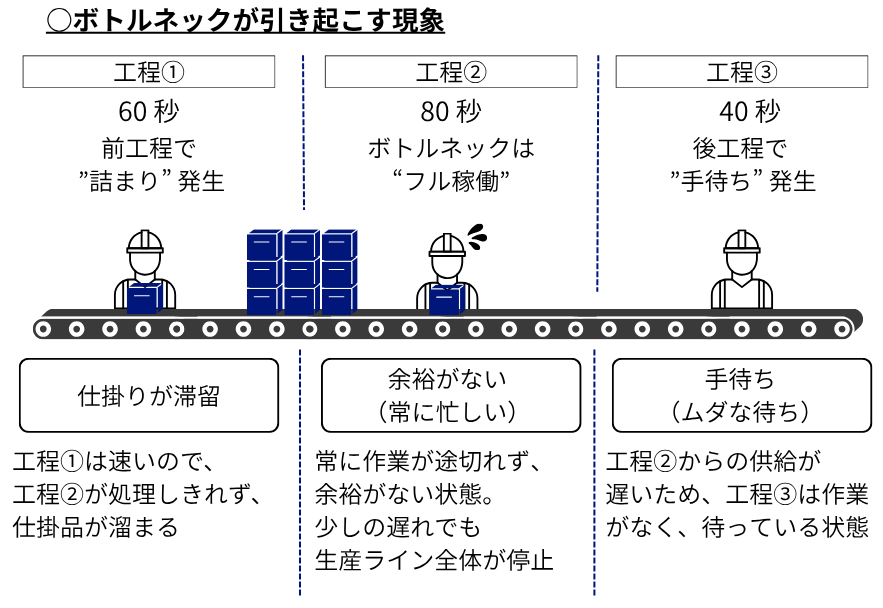
ボトルネックが引き起こす現象
ボトルネックが発生すると、問題はその工程だけで終わりません。
生産ライン全体の流れに連鎖的な影響を与えます。
例
以下のような生産ラインを考えます。
工程①:60秒
工程②:80秒
工程③:40秒
➡ボトルネック:工程②(80秒)
➡理由:最も時間が長いため
現場で何が起きるのか?
① 前工程で「詰まり」が発生する
工程①(70秒)は、工程②(80秒)より速く作業できます。
➡ しかし、工程②が処理しきれない
➡ 結果、工程①の完成品が溜まっていく
➡ これが「詰まり」
この事象、現場ではこう見えます。
- 仕掛品が山積みになる
- 生産ライン横に製品が並ぶ
- 搬送が止まる
ここで重要なのは、前工程が作りすぎている状態
② 後工程で「手待ち」が発生する
一方で、工程③(40秒)は本来もっと速く作業できます。
➡ しかし、工程②から製品が来ない
➡ 結果、作業者が待つ
➡ これが「手待ち」
この事象、現場ではこう見えます。
- 作業者が止まっている
- 設備が空いている
- 作業開始を待っている
ここで重要なのは、後工程が暇になっている状態
③ 生産ライン全体のスピードが低下する
工程①や③が速くても、
工程②が80秒かかるため、生産ライン全体は80秒でしか流れません。
全体の生産速度 = ボトルネック速度
です。
➡ つまり、速い工程があっても意味がない
④ ムダが増える
ボトルネックがあると、以下のようなさまざまなムダが発生します。
- 手待ち
- 仕掛品増加
- 搬送ロス
- 保管スペース増加
- 管理工数増加
➡ つまり、バランス崩れがムダを生む
⑤ 現場が「忙しいのに進まない」状態になる
これは現場で非常によく起きます。
現場の状態
- 一部工程 → 常に忙しい
- 他工程 → 待っている
➡しかし、全体では生産数が増えない
ここで重要なのは、全体最適ではなく部分最適になっていること
勘違いしやすいポイント
「忙しい工程=悪」ではない
問題は忙しいことではなく、”他工程との差が大きいこと” です。
「全工程を速くする」は間違い
ボトルネックを改善しない限り全体は変わりません。
ボトルネックによって発生する事象
ボトルネックは「詰まり」「手待ち」「流れ悪化」を連鎖的に発生させます。
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
ボトルネックの見つけ方
方法①:時間で見る(基本)
最もサイクルタイムが長い工程
方法②:現場で見る
・前に仕掛が溜まる
・後ろが待つ
方法③:稼働率で見る
常に忙しい(稼働率が高い)工程
➡ ポイントは、「一番困っている場所」がボトルネック
※タクトタイムとサイクルタイムの違いとは:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
※工程設計事例:
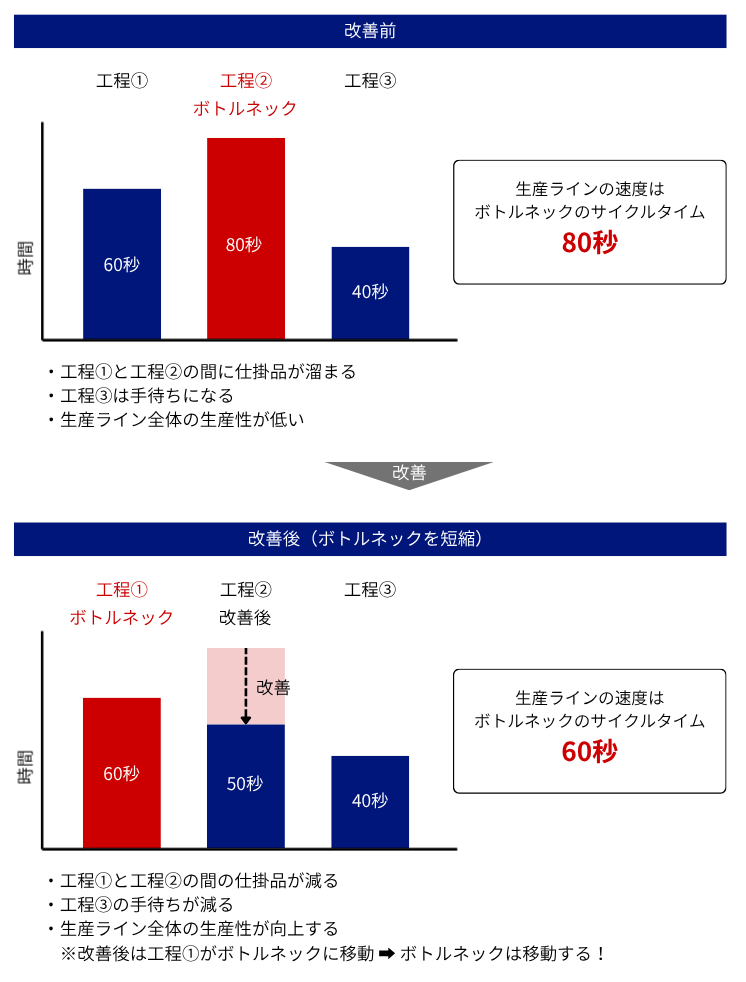
ボトルネックの評価
判断基準
最大工程時間(最も長いサイクルタイム)=ボトルネック
生産ラインへの影響
生産ライン全体のサイクルタイム=ボトルネックのサイクルタイム
例)
工程①:60秒
工程②:80秒
工程③:40秒
➡ 生産ライン全体のサイクルタイム:80秒
よくある誤解
生産ライン全体の平均サイクルタイムで見る → NG
➡ 理由:平均では流れは決まりません
ボトルネックの扱い方
原則
ボトルネックを基準に考える
やってはいけないこと
ボトルネック以外の工程だけを改善する
➡ 結果:全体は変わりません
正しい順番
① ボトルネックを特定
② ボトルネックを改善
③ 次のボトルネックを探す
これを繰り返します。
ボトルネック改善の考え方
アプローチ
① 作業分解
どこに時間がかかっているかを見る
② 工程分割
他工程に分散できるか
③ 改善
時間そのものを短縮
➡ ポイント:分割だけでは解決しないことも多い
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
ラインバランスとの関係
ボトルネックを改善すると生産ライン全体のラインバランスが整う
ラインバランスが崩れると新たなボトルネックが生まれる
➡ つまり、ボトルネックとラインバランスはセット
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
現場での使いどころ
・ラインが遅いとき
・改善の優先順位を決めたいとき
・人員配置を見直すとき
まとめ
ボトルネック=ラインのスピードを決める工程、です。
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※工程能力とは:
※工程設計事例:
※ボトルネック改善: