
この記事で解決できる困りごと
- 工程設計とは何か分からない
- 工程設計をどの順番で進めればよいか分からない
- 工程設計とライン構成設計の違いが曖昧
- なぜボトルネックが発生するのか分からない
- 現場で成立する工程をどう作るか分からない
この記事でここを目指そう
- 工程設計とは何か説明できる
- 工程設計の全体像を理解している
- 工程設計の進め方(8ステップ)を説明できる
- 工程設計とライン構成設計の関係を理解している
- 工程設計を“構造”で考えられるようになる
生産ライン設計では、最初に
「どう作るか」
を決める必要があります。
それが、
「工程設計」
です。
工程設計は単に、
- 工程を並べる
- 作業を分ける
ことではありません。
実際には、
- 生産方式
- 工程順序
- 作業方法
- 工程分割
- 工程能力
- 材料の流し方
など、
「製品をどう作るか」
を設計する活動です。
つまり、
「工程設計 =「作り方」を設計すること」
になります。
しかし現場では、
- とりあえず工程を並べる
- 感覚で工程を分ける
- 後からラインバランスを調整する
といった進め方になっていることも少なくありません。
その結果、
- 生産が間に合わない
- ボトルネックが発生する
- 人員が増える
- ラインが流れない
といった問題が発生します。
工程設計は本来、
需要とタクトタイムを基準に、構造的に進めるもの
です。
この記事では、
- 工程設計とは何か
- なぜ重要なのか
- 工程設計の進め方(8ステップ)
- 生産ライン設計との関係
を分かりやすく解説します。
関連記事
※生産ライン設計とは:
生産ライン設計とは?流れる仕組みを作るための考え方と手順を解説
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
※タクトタイム計算:
タクトタイムの計算方法|計算式・具体例・稼働時間の考え方を解説
※タクトタイムとサイクルタイムの違い:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
工程設計とは
工程設計とは
製品を作るための「作り方」を決めること
です。
具体的には、
- どんな生産方式にするか
- どんな順番で作るか
- どこで工程を分けるか
- どの設備を使うか
- どれくらいの能力が必要か
などを決めます。
つまり工程設計とは
「どう作れば流れるか」を設計すること
です。
なぜ工程設計が重要なのか
工程設計が重要な理由は、
工程設計で生産の流れの大部分が決まる
ためです。
例えば、
- ムダの多い工程
- 無理な作業順序
- 不自然な工程分割
- 能力不足工程
の状態では、
後から改善しても限界がある
ためです。
つまり、
改善より前に設計が重要
ということです。
関連記事
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※改善手順
工程設計と生産ライン設計の関係
工程設計は、
生産ライン設計の一部
です。
生産ライン設計では、
「どう作るか」
と、
「どう流すか」
の両方を設計します。
その中で工程設計は、
「どう作るか」を決める役割
を持っています。
関連記事
※生産ライン設計とは:
生産ライン設計とは?流れる仕組みを作るための考え方と手順を解説
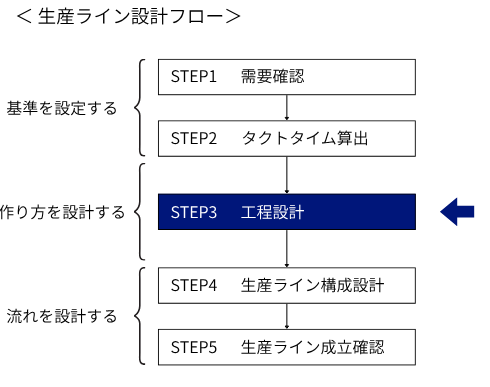
生産ライン設計の流れ
生産ライン設計は、
次の流れで進めます。
STEP1 需要確認
↓
STEP2 タクトタイム算出
↓
STEP3 工程設計:作り方を設計
↓
STEP4 生産ライン構成設計:流れを設計
↓
STEP5 生産ライン成立性確認
この中で工程設計は、
生産ライン設計の土台
になります。
例えば、
- タクトを超える工程
- ボトルネック
- 能力不足
がある状態では、
レイアウトだけ整えてもラインは流れない
ためです。
つまり、
まず工程を成立させ、
その後に生産ライン全体を成立させる
という順番で考えることが重要になります。
工程設計の役割
工程設計では、
- 生産方式
- 工程順序
- 作業方法
- 工程分割
- 工程能力
- 材料の流し方
などを決めます。
つまり、
製品をどう作るか
を設計します。
ここで重要なのは、
工程単位を成立させる
ことです。
例えば、
- タクトタイムを満たすか
- ボトルネックがないか
- 工程能力が足りるか
などを確認します。
生産ライン設計の役割
一方、生産ライン設計では、
工程設計で決めた内容をもとに、
- レイアウト
- 人員配置
- ラインバランス
- 物流
- 標準作業
などを設計します。
つまり、
工程をつなぎ、ライン全体を流す
ことを設計します。
関係を整理すると
関係を整理すると、
次のようになります。
| 項目 | 役割 |
|---|---|
| 工程設計 | 「どう作るか」を決める |
| 生産ライン設計 | 「どう作り、どう流して成立させるか」を決める |
つまり、
工程設計 → 生産ライン設計
という関係になります。
関連記事
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
工程設計の目的
工程設計の目的は、大きく3つあります。
① 生産効率向上
ムダのない流れを作る。
② 品質安定
バラツキを減らし、
安定して作れる状態にする。
③ 工程成立
タクトタイムを満たし、
流れる工程を成立させる。
つまり、
「流れる工程」を作ること
が工程設計の目的です。
工程設計で決まるもの
工程設計では、主に以下を決めます。
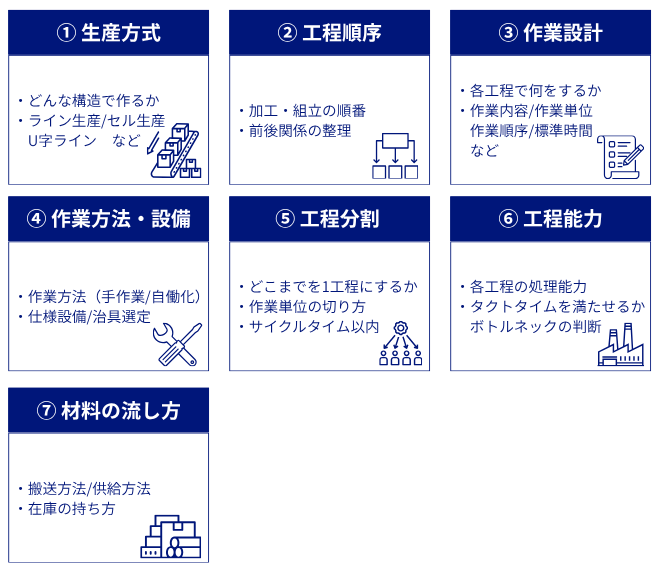
① 生産方式
どんな構造で作るかを決めます。
例えば、
- ライン生産
- セル生産
- U字ライン
- 個別生産
などです。
生産方式によって、
- 工程構成
- 人の持ち方
- 作業範囲
- 流し方
の考え方が変わります。
関連記事
※生産方式とは:
※ライン生産とセル生産:
※多品種少量生産
② 工程順序
作業の前後関係を決めます。
例えば、
部品取り
↓
位置決め
↓
締結
↓
検査
のように、
どの順番で作るか
を整理します。
関連記事
※工程分析とは:
※詳細工程分析の全体像:
詳細工程分析の全体像_製品工程分析・作業者工程分析の違いをやさしく解説
※VSM:
③ 作業設計
各工程で、
何をするか
を決めます。
ここでは、
- 作業内容
- 作業単位
- 作業順序
- 標準時間
などを整理します。
また、
- ムダ排除
- 動作改善
- 作業分析
なども行います。
つまり、
作業そのものを設計する
ことです。
関連記事
※IEとは:
IE(インダストリアル・エンジニアリング)の全体像_IEとは何か?目的と役割をわかりやすく解説
※動作研究:
※作業測定:
※標準時間:
④ 作業方法・設備
次に、
どう作業するか
を決めます。
例えば、
- 手作業
- 半自動
- 自動化
などを決めます。
また、
- 設備
- 治具
- 工具
も選定します。
⑤ 工程分割
作業を、
どこで1工程として区切るか
を決めます。
ここでは、
各工程をタクトタイム以内
にすることが重要です。
関連記事
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※山積み表とは:
⑥ 工程能力
各工程が、
必要能力を満たせるか
を確認します。
ここでは、
- サイクルタイム
- ボトルネック
- 能力不足
などを確認します。
関連記事
※工程能力とは:

※Cpkとは:
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
⑦ 材料の流し方
材料・部品を、どう供給・搬送するか
を決めます。
例えば、
- 台車供給
- コンベア
- キッティング
などです。
関連記事
※レイアウトとは:
※搬送距離:
※動線改善:
※物流設計:
つまり工程設計とは、
工程単体だけではなく、
「作り方全体」を設計すること
になります。
工程設計の全体像(8ステップ)
工程設計は、次の流れで進めます。
STEP1 生産方式
↓
STEP2 工程順序
↓
STEP3 作業設計
↓
STEP4 作業方法・設備
↓
STEP5 工程分割
↓
STEP6 工程能力設計
↓
STEP7 材料の流し方
↓
STEP8 工程成立確認
この順番が重要です。
関連記事
※工程設計事例:
工程設計の進め方(8ステップ)
STEP1 生産方式
まず、
どんな構造で作るか
を決めます。
例えば、
- ライン生産
- セル生産
- U字ライン
- 個別生産
などです。
生産方式によって、
- 工程分割
- 人員構成
- 作業方法
の考え方が変わります。
STEP2 工程順序
次に、
- 加工順序
- 組立順序
- 前後関係
を整理します。
ここでは、
無理のない流れ
を作ることが重要です。
STEP3 作業設計
各工程の作業内容を設計します。
ここでは、
- 動作改善
- ムダ排除
- 作業分析
を行います。
つまり、
作業そのものを改善する
ステップです。
関連記事
※IEとは:
IE(インダストリアル・エンジニアリング)の全体像_IEとは何か?目的と役割をわかりやすく解説
※方法研究:
方法研究とは?工程分析・動作分析・運搬分析の全体像をわかりやすく解説
※動作研究:
※時間研究:
※標準時間:
STEP4 作業方法・設備
次に、
- 手作業
- 半自動
- 自動化
などを決めます。
また、
- 設備
- 治具
- 工具
も選定します。
STEP5 工程分割
工程をどこで分けるかを決めます。
ここでは、
各工程をタクトタイム以内
にすることが重要です。
関連記事
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※山積み表とは:
STEP6 工程能力設計
各工程が、
必要能力を満たすか
を確認します。
ここでは、
- サイクルタイム
- ボトルネック
- 能力不足
を確認します。
関連記事
※工程能力とは:
※タクトタイムとサイクルタイム:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
STEP7 材料の流し方
最後に、
- 搬送方法
- 在庫の持ち方
- 供給方法
を設計します。
つまり、
モノの流れを設計
します。
STEP8 工程成立確認
最後に、
- タクト整合
- ボトルネック
- 工程能力
を確認します。
ここで初めて、
工程が成立するか
を判断します。
関連記事
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※山積み表とは:
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
工程設計でよくある失敗
① タクトタイムを考えない
→ 生産が間に合わない
関連記事
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
② 工程能力を見ない
→ ボトルネック発生
関連記事
※工程能力とは:
③ 感覚で工程分割する
→ バランス崩壊
関連記事
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
④ 作業改善せずに分割だけする
→ 人員増加
※IEとは:
IE(インダストリアル・エンジニアリング)の全体像_IEとは何か?目的と役割をわかりやすく解説
⑤ 材料の流れを後回しにする
→ 流れが悪化する
※レイアウトとは:
まとめ
・工程設計とは、
製品を作るための 「作り方」を設計すること
・工程設計とは、
需要 → タクトタイム → 工程設計 → ライン構成設計 → ライン成立
の流れの中で「作る」を決める重要な設計
・工程設計を正しく行うことで、
- 生産が間に合う
- ボトルネックが減る
- 人員最適化できる
- 流れるラインになる
状態を作れるようになる。
関連記事
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※工程能力とは:
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※工程設計事例: