
この記事で解決できる困りごと
- タクトタイムの意味がよく分からない
- サイクルタイムとの違いが曖昧
- ライン設計とどう関係するのか分からない
- なぜ生産ライン設計で重要なのか分からない
この記事でここを目指そう
- タクトタイムとは何か説明できる
- タクトタイムの計算方法を理解している
- タクトタイムとサイクルタイムの違いを説明できる
- タクトタイムが工程設計・ライン設計の基準であることを理解している
- タクトタイムを使って生産ラインを見る視点が持てる
生産ライン設計を行うとき、最初に決める重要な指標があります。
それが「タクトタイム(Takt Time)」です。
タクトタイムは単なる計算値ではありません。
- 工程設計
- ライン設計
- ラインバランス
- ボトルネック分析
- 人員配置
- 生産能力
など、生産ライン全体を決める“基準”になります。
つまり、
タクトタイム = 生産ライン設計の出発点
です。
しかし現場では、
- タクトタイムの意味がよく分からない
- サイクルタイムとの違いが曖昧
- ライン設計とどう関係するのか分からない
というケースも少なくありません。
この記事では、タクトタイム単体ではなく、
工程設計・ライン設計全体の中で タクトタイムがどのような役割を持つのか
まで分かりやすく解説します。
タクトタイムとは
タクトタイムとは、
「顧客の需要を満たすために必要な、製品排出の間隔」
のことです。
簡単に言うと、
どれくらいの間隔でお客様が製品を引いていくか
どれくらいの間隔で製品を出していく必要があるか
を表す時間です。
つまり、
需要(必要生産量)で決まる時間
になります。
具体例
例えば、
- 1日240個の注文
- 稼働時間480分
の場合、
480分 ÷ 240個 = 2分
になります。
つまり、
2分に1個作る必要がある
ということです。
この「2分」がタクトタイムです。
なぜタクトタイムが重要なのか
タクトタイムは、生産ライン設計の基準になります。
なぜなら、生産ラインは
必要な数量を 必要なタイミングで 作る必要がある
からです。
もしタクトタイムを無視すると、
- 生産が間に合わない
- 一部工程が詰まる
- 人員不足になる
- 過剰生産になる
などの問題が発生します。
つまり、
タクトタイム = モノづくりの基準時間
になります。
タクトタイムで決まるもの
タクトタイムが決まると、生産ラインの多くが決まります。
例えば、
- 必要な工程数
- 必要人員
- 工程分割
- 設備能力
- ラインバランス
- 生産能力
などです。
つまり、
タクトタイムを基準に 工程・ラインを設計する
という考え方になります。
タクトタイムと工程設計の関係
生産ライン設計は、次の流れで考えます。
①需要
↓
②タクトタイムを算出
↓
③”タクトタイムを基準” に工程設計
↓
④”タクトタイムを基準” にライン設計
つまり、
タクトタイムは 工程設計・ライン設計の中心指標
になります。
関連記事
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
※工程設計事例:
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※工程能力とは:
タクトタイムの計算方法
タクトタイムは次の式で計算します。
タクトタイム = 稼働時間 ÷ 必要な生産数量
計算例
<条件>
- 稼働時間:480分
- 生産数量:240個
<計算>
480 ÷ 240 = 2分
つまり、2分に1個作る必要があります。
稼働時間の考え方
稼働時間は
勤務時間 − 休憩 − 停止時間
で計算します。
<例>
| 項目 | 時間 |
|---|---|
| 勤務時間 | 480分 |
| 休憩 | 60分 |
| 停止時間 | 20分 |
<稼働時間>
稼働時間 = 勤務時間480分 − 休憩時間60分 − 停止時間20分 = 400分
つまり、
実際に生産できる稼働時間は400分
になります。
より詳しい計算方法はこちらで解説しています。
※タクトタイム計算:
タクトタイムの計算方法|計算式・具体例・稼働時間の考え方を解説
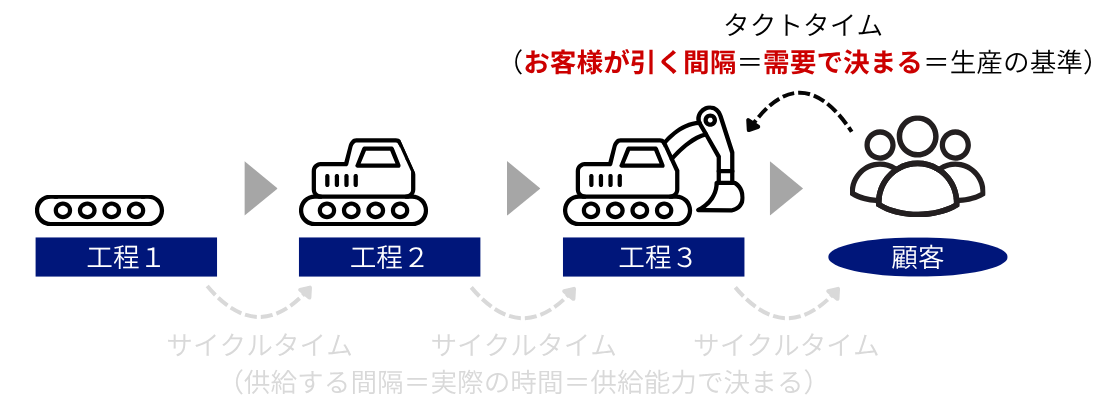
タクトタイムとサイクルタイムの違い
タクトタイムと似た言葉に「サイクルタイム」があります。
この2つは非常に混同されやすいため、注意が必要です。
タクトタイム
需要で決まる「必要な生産速度」
サイクルタイム
実際に作れる「供給速度」
違いをまとめると
| 項目 | 意味 |
|---|---|
| タクトタイム | 必要な生産速度(需要基準) |
| サイクルタイム | 実際の作業時間(供給能力) |
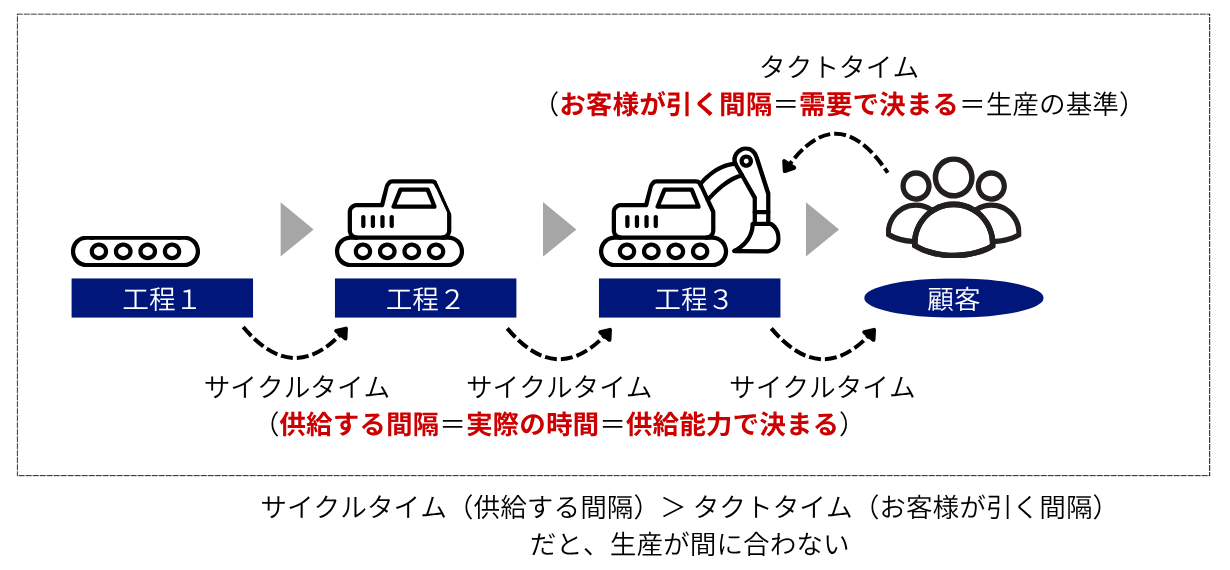
生産ラインでは、
サイクルタイム ≦ タクトタイム
になる必要があります。
もし、
サイクルタイム > タクトタイム
になると、
需要に対して生産が間に合わない
状態になります。
関連記事
※タクトタイムとサイクルタイムの違い:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
タクトタイムの使い方
タクトタイムは、現場でさまざまな用途に使われます。
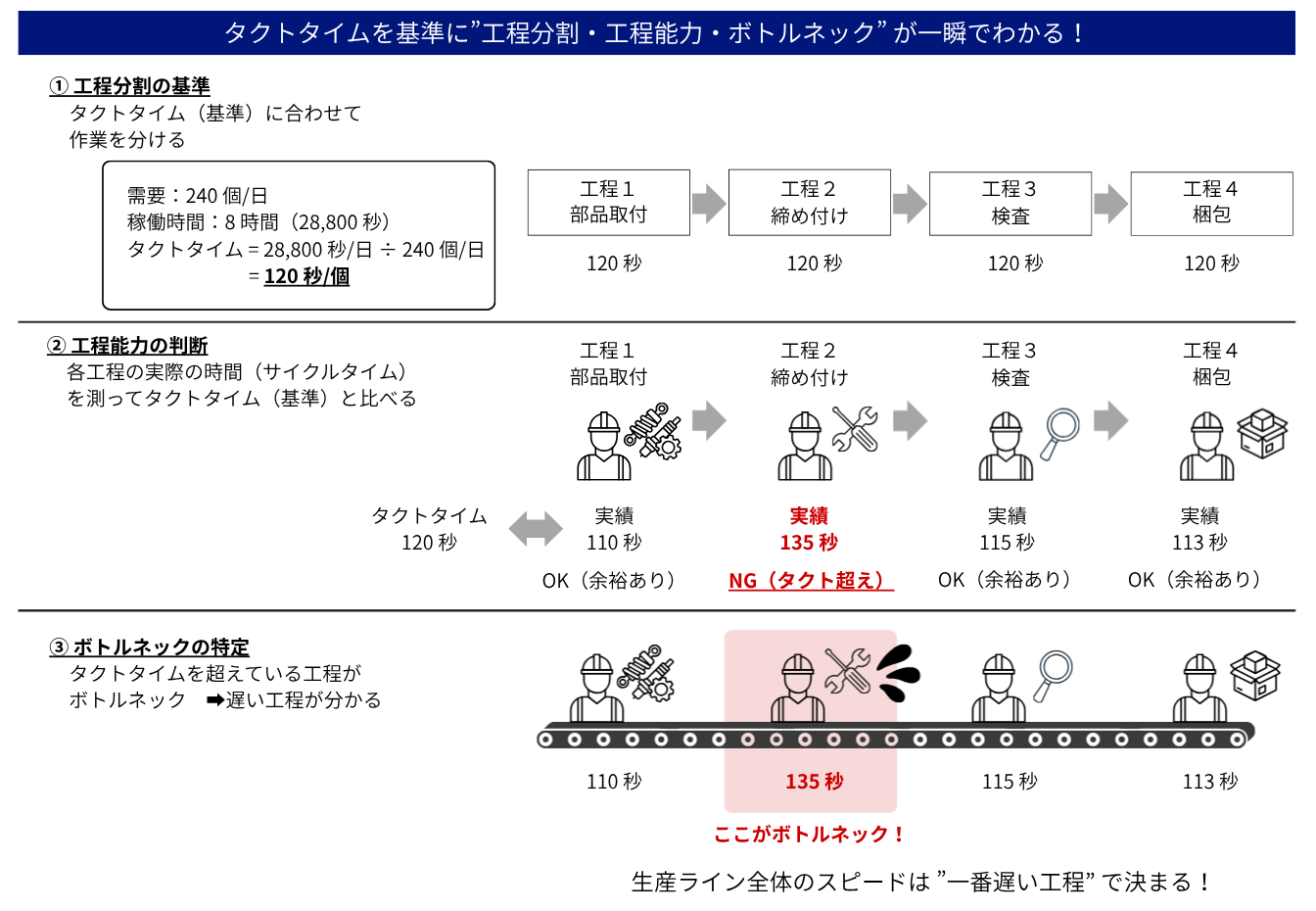
① 工程分割の基準
工程を ”どこで分けるか” を決める基準になります。
各工程のサイクルタイムがタクトタイム以内
になるように設計します。
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
② 工程能力の判断
その工程が ”需要に対して間に合うか” を判断する基準になります。
各工程のサイクルタイムがタクトタイム以内か
で、ラインが成立するかを判断します。
※工程能力とは:
③ ボトルネックの特定
”流れを止めている” 工程を見つける基準になります。
タクトタイムを超えている工程は生産ラインの流れを止める工程
になります。
つまり、
ボトルネック候補
です。
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
タクトタイムとラインバランス
生産ラインでは
各工程の作業時間がタクトタイム以下
なるように調整します。
これを、ラインバランシング と呼びます。
例
タクトタイム60秒の場合
| 工程 | 時間 |
|---|---|
| 工程1 | 50秒 |
| 工程2 | 45秒 |
| 工程3 | 55秒 |
このように
すべて60秒以内
にする必要があります。
もし一部工程だけが長いと、
- 詰まり
- 手待ち
- ボトルネック
が発生します。
関連記事
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
タクトタイムでよくある失敗
① サイクルタイムと混同する
最も多い失敗です。
- タクトタイム :必要な速度
- サイクルタイム:実際の速度
です。
② 需要ではなく感覚で決める
「これくらいでいいだろう」で決めると、
- 過剰生産
- 生産不足
が発生します。
③ 現場能力を考慮しない
タクトタイムだけ決めても、
- 人
- 設備
- 工程能力
が追いつかなければ意味がありません。
タクトタイムは見える化する
タクトタイムは計算するだけでは意味がありません。
重要なのは、見える化して使うこと
です。
実務では、
- 山積み表
- 工程一覧
- ラインバランス表
などと組み合わせます。
関連記事(おすすめの読み順)
基礎理解
- サイクルタイムとは
-
-
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
- 工程設計とは
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
- 工程設計事例
- 工程能力とは
-

-
工程能力とは|タクトタイムとの関係と見方をわかりやすく解説
改善・分析
- 工程分割とは
-
-
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
- ラインバランスとは
-
-
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
- ボトルネックとは
-
-
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
実践
- タクトタイム計算
-
-
タクトタイムの計算方法|計算式・具体例・稼働時間の考え方を解説
- タクトタイム事例
まとめ
- タクトタイムとは
需要を満たすために必要な製品排出間隔 - 計算式は
タクトタイム = 稼働時間 ÷ 生産数量 - タクトタイムは
工程設計・生産ライン設計の基準 - タクトタイムを基準に
工程分割・人員配置・ラインバランスを決める - サイクルタイムとの違いを理解することが重要
つまり、
タクトタイム = 生産ライン設計の出発点
です。
タクトタイムを理解すると、
- 生産が間に合う
- ボトルネックが分かる
- 人員配置に根拠が持てる
- ライン改善の基準ができる
ようになります。
また、
感覚ではなく 需要から逆算して設計する
視点を持てるようになります。
関連記事
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
※工程設計事例:
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※ボトルネックとは: