
この記事で解決できる困りごと
- タクトタイムの計算方法が分からない
- 稼働時間の考え方が曖昧
- 実際の計算例を知りたい
この記事でここを目指そう
- タクトタイムの計算方法を理解している
- 稼働時間の考え方を説明できる
生産ライン設計では、最初に タクトタイム(Takt Time) を計算します。
タクトタイムは、
- 生産ライン設計
- 工程設計
- ラインバランス
- 人員配置
など、多くの設計判断の基準になります。
しかし現場では
- タクトタイムの計算方法が分からない
- 稼働時間の考え方が曖昧
- 実際の計算例を知りたい
というケースも少なくありません。
この記事では
- タクトタイムの計算式
- 稼働時間の考え方
- 具体的な計算例
を分かりやすく解説します。
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
タクトタイム計算とは
タクトタイムの計算とは、
必要な生産数量に対して、1個あたりを排出しないといけない時間を求めること
です。
生産ライン設計におけるタクトタイム計算の位置づけは以下の通りです。
①需要
↓
②タクトタイムを算出
↓
③”タクトタイムを基準” に工程設計
↓
④”タクトタイムを基準” にライン設計
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
タクトタイムの計算式
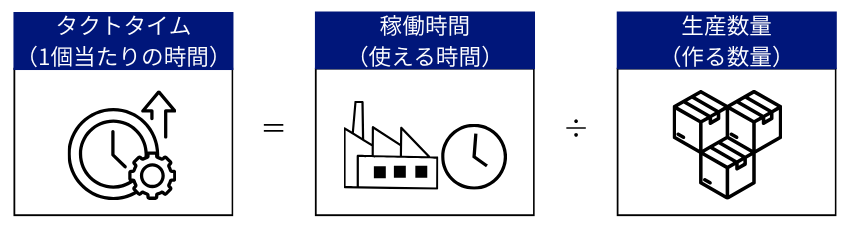
タクトタイムは次の式で計算します。
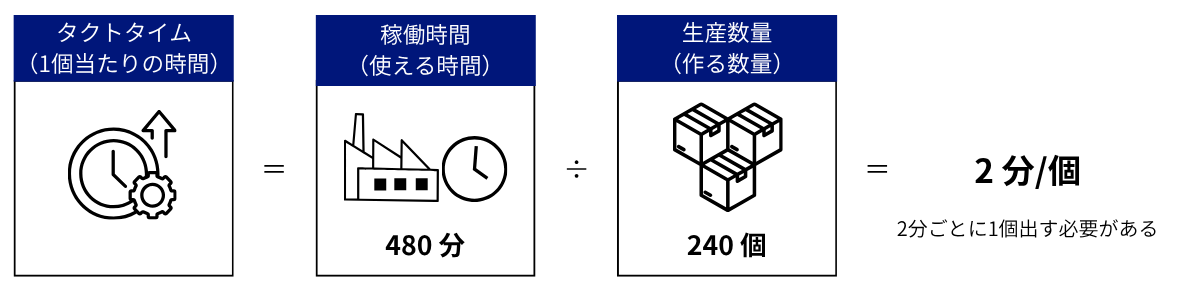
タクトタイム = 稼働時間 ÷ 生産数量
この式は生産ライン設計の基本です。
計算例
<条件>
- 稼働時間:480分
- 生産数量:240個
<計算>
タクトタイム = 480 ÷ 240 = 2 分/個
つまり、2分に1個生産する必要があります。
計算したタクトタイムは、工程設計・生産ライン設計において、
工程設計の基準・工程能力の判断・ボトルネックの特定に使います。
※工程能力とは:

稼働時間の考え方
タクトタイム計算では
稼働時間の設定が非常に重要です。
稼働時間は
稼働時間 = 総時間 − 休憩 − 停止時間
で計算します。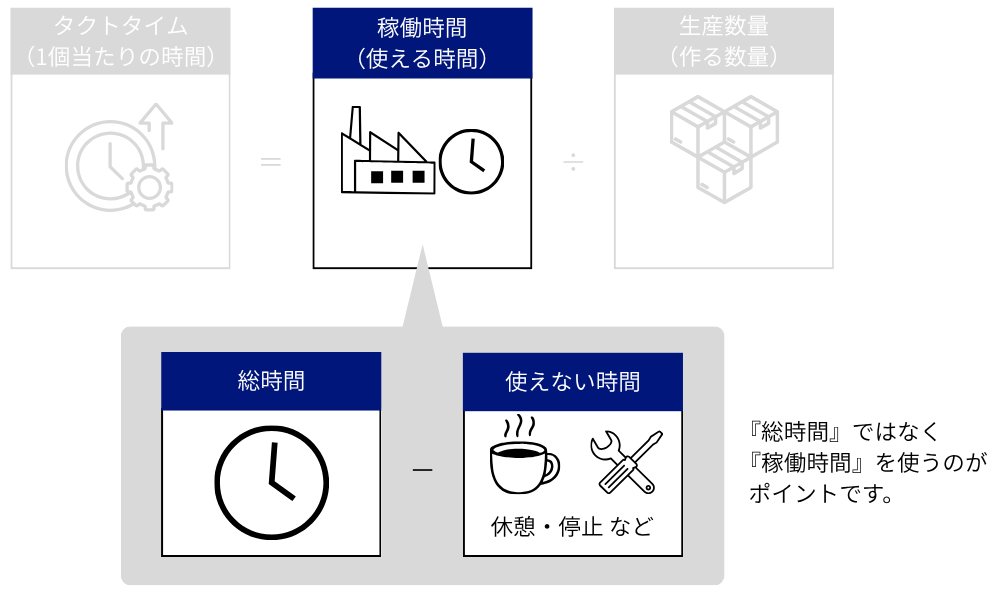
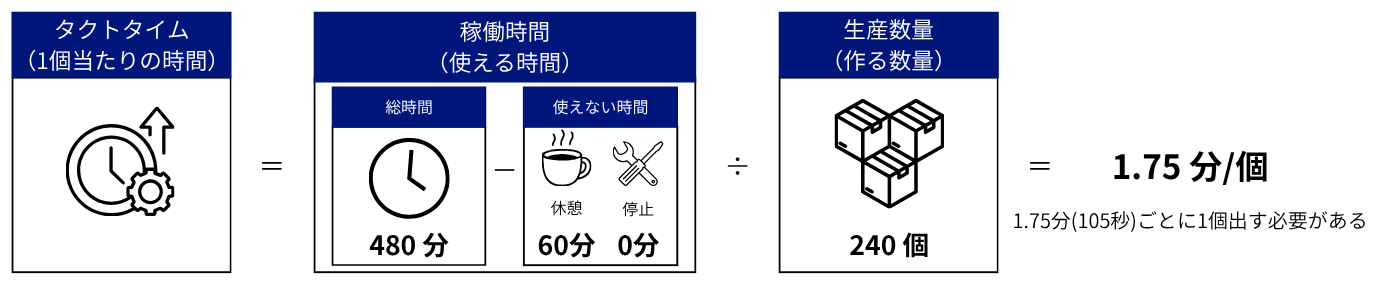
計算例
<条件>
- 総時間:480分
- 休憩:60分
- 設備停止:0分
- 生産数量:240個
<計算>
稼働時間 = 総時間 - (休憩時間 + 停止時間)
= 480分 - (60分 + 0分) = 420分
稼働時間 = 総時間 - (休憩時間 + 停止時間) = 480分 - (60分 + 0分) = 420分
タクトタイム = 稼働時間 ÷ 生産数量
= 420分 ÷ 240個 = 1.75 分/個( =105秒/個)
つまり、105秒に1個生産する必要があります。
稼働時間の設定は工程能力やラインバランスに影響します。
※工程能力とは:
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
タクトタイム計算の注意点
タクトタイムを計算する際は
次の3つに注意します。
① 停止時間を考慮する
段取り替えや設備停止を考慮します。
② 稼働率を考慮する
設備の実稼働時間を確認します。
③ 需要変動
需要が変わるとタクトタイムも変わります。
タクトタイムとサイクルタイムを混同しないことが重要です。
※タクトタイムとサイクルタイムの違い:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
タクトタイム計算の使い方
計算したタクトタイムは
サイクルタイム ≦ タクトタイム
になるようにラインを設計します。
サイクルタイム > タクトタイム
になると、
需要に対して生産が間に合いません。
もし
サイクルタイム > タクトタイム
になる場合は
- 作業改善
- 工程分割
- 設備導入
などの改善が必要になります。
計算したタクトタイムをもとに工程分割や工程能力の判断を行います。
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※工程能力とは:
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
まとめ
<タクトタイムの計算式>
タクトタイム = 稼働時間 ÷ 生産数量
<計算手順>
稼働時間
↓
生産数量
↓
タクトタイム
この計算が生産ライン設計の基本になります。
タクトタイム計算は工程設計のスタート地点です。
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
※生産ライン設計とは: