
この記事で解決できる困りごと
- タクトタイムを決めるタイミングがよく分からない
- 生産ライン設計の流れが分からない
- タクトタイムと生産ライン設計の関係が曖昧
この記事でここを目指そう
- タクトタイムを算出するタイミングと流れを説明できる
- 生産ライン設計の流れを理解している
- タクトタイムと生産ライン設計の関係を理解している
生産ライン設計では
まず タクトタイムを決めること から始まります。
タクトタイムは
- 工程設計
- ライン設計
- 人員配置
- 生産能力
など、生産ライン設計の基準になります。
しかし実際の現場では
- タクトタイムをどのタイミングで決めるのか
- 設計の流れが分からない
- ライン設計との関係が曖昧
というケースも多くあります。
この記事では
- タクトタイムの求め方
- 生産ライン設計での位置づけ
- 設計手順
を分かりやすく解説します。
タクトタイムは需要で決まる
タクトタイムは
設計者が自由に決めるものではありません。
理由は
タクトタイムは顧客の需要で決まる
からです。
つまり
顧客の需要によって生産速度が決まる
という考え方になります。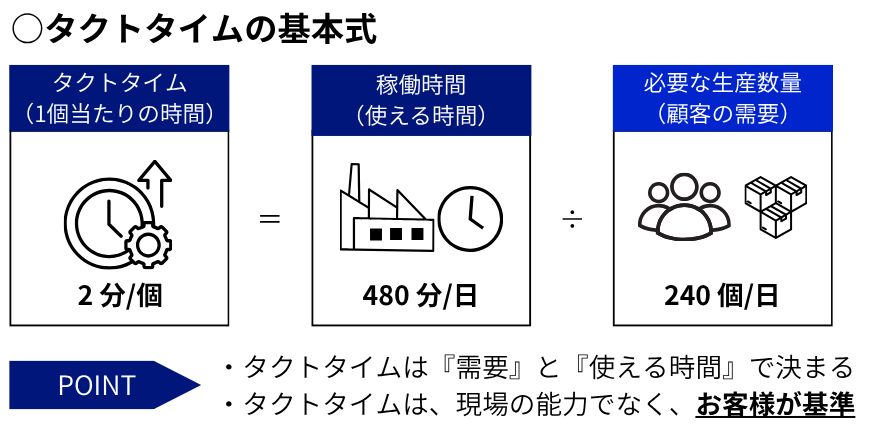
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
※タクトタイム計算方法:
タクトタイムの計算方法|計算式・具体例・稼働時間の考え方を解説
タクトタイムを決める前にやること
タクトタイムは顧客の需要から決まるとお伝えしましたが、
同じ需要でも、前提条件が変わるとタクトタイムが変わります。
そのため、タクトタイムを決める前に、前提条件となる以下を整理します。
① 需要の整理
需要はそのまま使うのではなく、
- 平均で見るか
- ピークで見るか
を決める必要があります。
季節、時期によって需要が変わる場合があります。
どの需要を基準にするかでタクトタイムは変わります。
② 稼働時間の整理
稼働時間は単純な時間ではなく、
- 休憩
- 停止
- 段取り
を引いた ” 実際に使える時間 ” にする必要があります。
ここを間違えると、成立しないラインを設計してしまうことになります。
補足① 生産条件の整理
現場には以下のような制約が必ずあります。
- 人員
- 設備能力
タクトタイムは需要によって決まるため、これらはタクトタイムに影響しません。
しかし、生産ラインが成立するか(タクトタイムを満たすか)の確認に必要となるため、
事前に整理をします。
補足② ロットの影響
ロット生産の場合、
サイクルタイムが変動する
という特徴があります。
ここで重要なのは、
タクトタイムは一定、変わるのはサイクルタイム
という点です。
しかし、サイクルタイムが乱れることでタクトタイムが満たせなくなるため、
事前の整理が重要になります。
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
※工程能力とは:

※タクトタイムとサイクルタイムの違い:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
タクトタイム算出のタイミングと手順
生産ライン設計の中で
次の手順でタクトタイム計算をしていきます。
①需要の整理
↓
②稼働時間の整理
↓
③生産条件の整理
↓
④タクトタイム計算
↓
⑤工程設計
↓
⑥ライン設計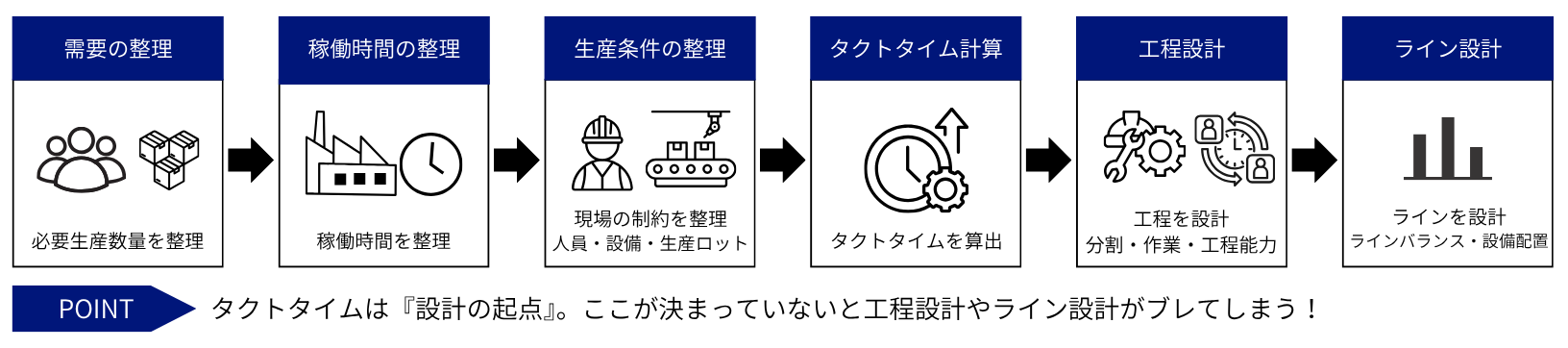
①需要の整理
まず、必要生産数量 を確認します。
<例>
| 項目 | 数量 |
|---|---|
| 1日の需要 | 300個 |
②稼働時間の整理
次に、実際の稼働時間 を確認します。
<例>
| 項目 | 時間 |
|---|---|
| 勤務時間 | 480分 |
| 休憩時間 | 60分 |
| 停止時間 | 20分 |
<稼働時間>
稼働時間 = 勤務時間480分 - 休憩時間60分 - 停止時間20分 = 400分
③生産条件の整理
現場にある制約などの生産条件を整理します。
- 人員
- 設備能力
- 生産ロット
タクトタイムは需要によって決まるため、これらはタクトタイムに影響しません。
しかし、生産ラインが成立するか(タクトタイムを満たすか)の確認に必要となるため、
事前に整理をします。
④タクトタイムを計算する
タクトタイムを算出します。
タクトタイム = 稼働時間400分 ÷ 必要性算数300個 = 1.33分/個
つまり、約80秒に1個生産する必要があります。
⑤工程設計
タクトタイムを基準に
- 工程分割
- 作業設計
- 工程能力
を設計します。
⑥ライン設計
各工程の作業時間が、タクトタイム以内 になるように
- ラインバランス
- 人員配置
- 設備配置
を決めます。
※生産方式(ライン生産・セル生産)とは:
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
タクトタイムの決め方と考え方
タクトタイムは計算で求めることが出来ますが、
実務では『そのまま使う』のではなく、『設計して決める』必要があります。
それは、
常に現場が変動しているから
です。
判断で重要な3つの視点
余裕を持たせるか
以下の理由から、タクトタイムぴったりで設計するのは危険です。
- バラつきで崩れる
- トラブルに弱い
変動をどう扱うか
需要・作業時間は変動するため、変動をどう扱うかが重要です。
- 安全率を持つ
- ピークに合わせて考える
現場の状況をどう反映するか
理論値よりも現実を優先する必要があります。
- 作業者の熟練度
- 設備の癖
タクトタイムは計算ではなく意思決定です。
※ 量産 vs 個別生産:
※標準化の考え方:
タクトタイムとライン設計
生産ライン設計は
①需要
↓
②タクトタイムを算出
↓
③”タクトタイムを基準” に工程設計
↓
④”タクトタイムを基準” にライン設計
という順序で進みます。
つまり、
タクトタイムが設計の出発点
になります。

タクトタイムに対して生産ラインを成立させるためにラインバランスを設計します。
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
※生産ライン設計とは:
まとめ
タクトタイムの求め方は、
需要確認
↓
稼働時間確認
↓
タクトタイム計算
そして生産ライン設計では
タクトタイム
↓
工程設計
↓
ライン設計
という順序で設計を進めます。
タクトタイムは工程設計の出発点となる重要な指標です。
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
※タクトタイムとは: