
この記事で解決できる困りごと
- ラインがうまく流れず、待ちや詰まりが発生している
- どの工程が問題なのか分からない
- 人や設備を増やしても改善しない
- 改善しているのに生産性が上がらない
この記事でここを目指そう
- ラインの流れを止める原因が分かる
- どの工程を優先して改善すべきか判断できる
- ラインバランスの良し悪しを評価できる
- ムダ(待ち・詰まり)を減らせる状態になる
現場でこんな経験はありませんか?
- 人も設備も揃っているのに、なぜかラインがスムーズに流れない
- 前工程には仕掛品が溜まり、後工程では手待ちが発生している
- 改善をしているのに、生産性が思ったほど上がらない
「どこかがおかしいのは分かるけど、原因がはっきりしない」
そんなモヤモヤを感じたことがある方も多いと思います。
実はこの問題、多くの場合は
工程ごとの作業時間の“バラつき”
が原因です。
一部の工程だけが遅いことでライン全体の流れが止まり、
逆に速い工程では待ちが発生してしまいます。
この“バラつき”を整え、ラインをスムーズに流すための考え方が
ラインバランス
です。
この記事では、
- なぜラインがうまく流れないのか
- どこにムダが発生しているのか
- どうやって改善すればよいのか
を理解できるように、ラインバランスの目的・本質から評価方法、実務での使い方までを解説します。
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
※サイクルタイムとは:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
ラインバランスとは
ラインバランスとは、
各工程の作業時間を揃え、流れを止めない状態を作ること
です。
ラインバランスの本質は、
バラつきを減らすこと=ムダを減らすこと
です。
※タクトタイムとサイクルタイムの違いとは:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
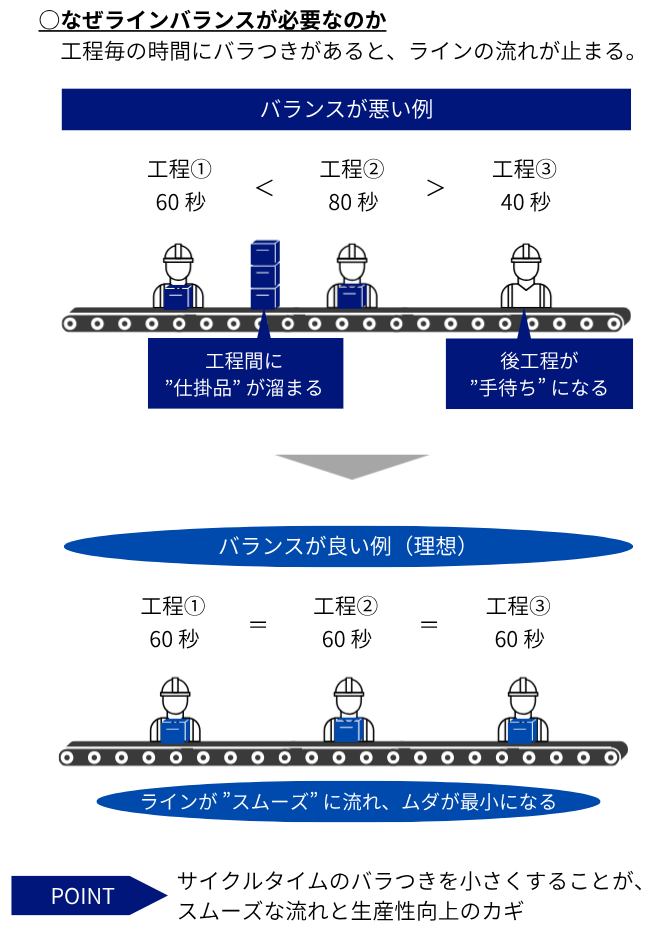
なぜラインバランスが必要なのか
生産ラインは複数の工程が「繋がっている」ため、
1つでも遅い工程があると全体に影響します。
その結果、以下の問題が発生し、生産ライン全体の効率が低下します。
- 待ち(前工程待ち)
- 詰まり(後工程待ち)
- 仕掛品の増加
このことから、ラインバランスが必要になります。
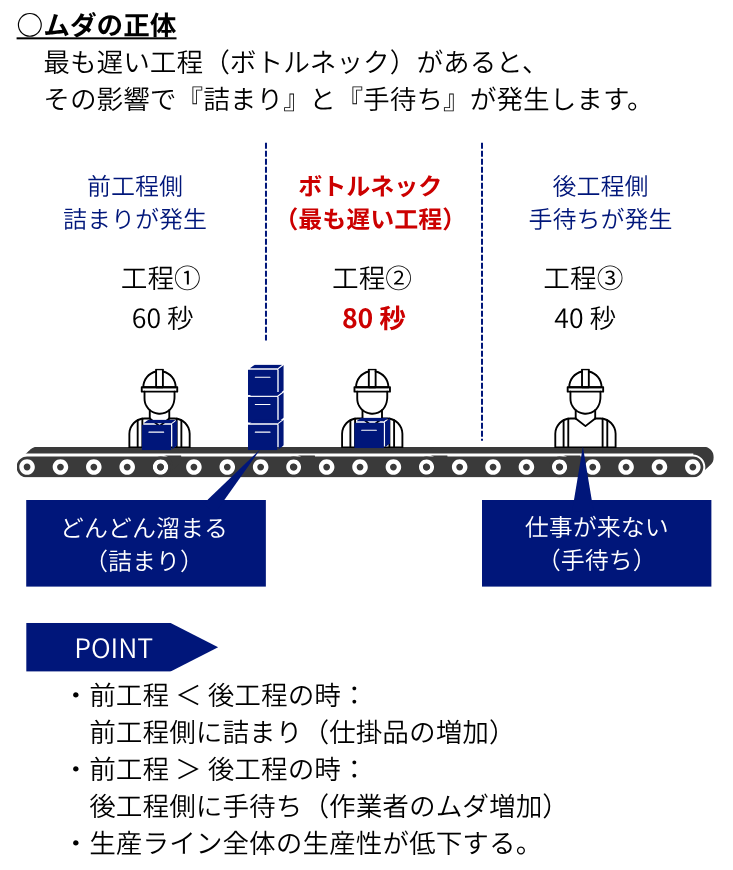
バランスが悪い状態
工程①:70秒
工程②:80秒
工程③:40秒
このような工程がある場合、以下の問題が発生します。
- 工程①-工程②の間 → 詰まり(前工程が滞留)
- 工程②-工程③の間 → 手待ち(後工程が待つ)
➡ムダ(待ち・詰まり)が発生する
➡生産性が下がる
ムダの正体
工程間の“差”がムダを生んでいます。
つまり『バラつき=ロス』です。
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
ラインバランスの評価方法(ラインバランス効率)
ラインバランスは「見た目」ではなく数値で評価する
ラインバランスは「なんとなく揃っている」ではなく、
数値で評価することが重要です。
バラつきの大きさ=ムダの大きさ
その指標が『ラインバランス効率』です。
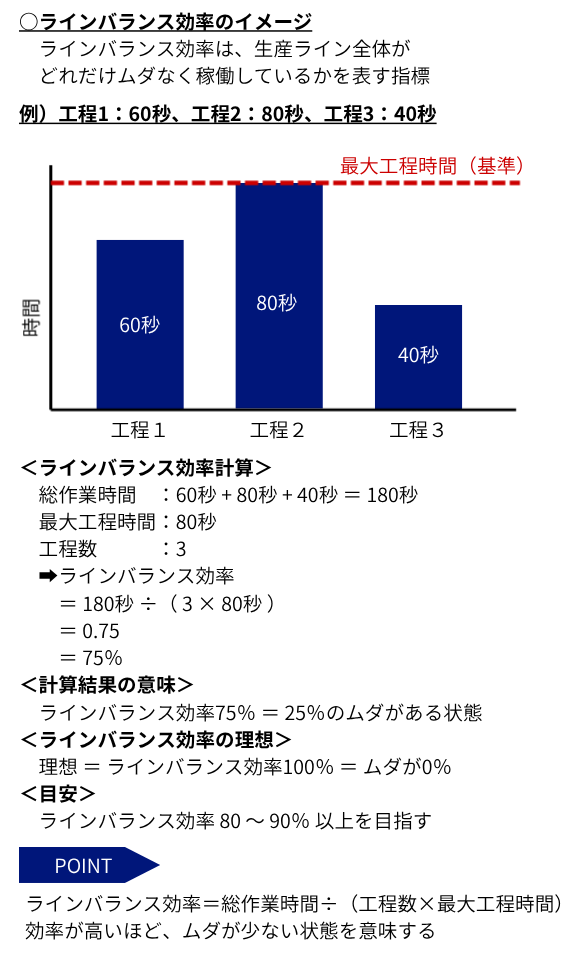
ラインバランス効率とは
ラインバランス効率とは、
生産ライン全体がどれだけムダなく稼働しているかを表す指標です。
ラインバランス効率が高い=ムダが少ない
と言えます。
計算式
ラインバランス効率 = 総作業時間 ÷(工程数 × 最大工程時間)
用語の意味
- 総作業時間:すべての工程の合計時間
- 工程数:工程の数
- 最大工程時間:最も時間が長い工程(ボトルネック)の時間
➡最大工程時間が基準になるのがポイント
なぜこの式になるのか
生産ラインは最も遅い工程のスピードで流れます。
つまり、
理想の状態=すべての工程が最大工程時間と同じ
そこに対して、
どれだけムダがあるかを見ている
式となります。
具体例
ここで、ひとつ具体例を挙げて、ラインバランス効率を見てみましょう。
条件
工程①:60秒
工程②:80秒
工程③:40秒
計算
総作業時間:60秒 + 80秒 + 40秒 = 180秒
最大工程時間:80秒(ボトルネック工程の時間 = 工程②の時間)
工程数:3
ラインバランス効率
= 総作業時間 ÷(工程数 × 最大工程時間)
= 180 ÷(3×80)= 75%
この結果の意味
ラインバランス効率とは、
ライン全体がどれだけムダなく稼働しているかを表す指標です。
ラインバランス効率=75%
つまり、25%のムダがある、ということになります。
<ムダの内訳>
- 手待ち
- 詰まり
- 不均衡 など
理想との比較
理想
工程①:60秒
工程②:60秒
工程③:60秒
→ ラインバランス効率:100%
現実
100%はほぼ不可能
➡ 目安:80〜90%以上を目指す
よくある誤解
「各工程のサイクルタイムの平均がタクトタイム以内だからOK」は間違い
ラインバランスを考えるとき、よくあるのが
各工程のサイクルタイム平均がタクトタイム以内だから問題ない
という判断です。
例えば、
・タクトタイム:60秒
・工程①サイクルタイム:60秒
・工程②サイクルタイム:80秒
・工程③サイクルタイム:40秒
・サイクルタイム平均 :60秒
➡ タクトタイム60秒とサイクルタイム平均60秒を比較すると
「OKでは?」と思ってしまう
なぜ平均ではダメなのか
生産ラインは平均では動きません。
実際には
最も遅い工程(ボトルネック)で決まります。
この例では
80秒の工程が全体を止める
ことになります。
実際に起きていること
前工程
どんどん溜まる(詰まり)
後工程
仕事が来ない(手待ち)
正しい見方
平均ではなく「最大工程時間」を見ます。
さらに、バラつき(差)を見ます。
※サイクルタイムとは:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
ラインバランスの改善の考え方
① ボトルネックを特定
② バラつきを減らす
③ 必要に応じて分割・改善
➡ 重要なのは、改善の中心はボトルネック、ということです。
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※工程能力とは:

工程分割との違い
ラインバランス=評価
工程分割=手段
まとめ
ラインバランス=バラつきをなくし流れを止めない設計です。
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※工程設計事例:
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
※ラインバランス事例: