
この記事で解決できる困りごと
- 工程分割をどう進めればよいか分からない
- なぜラインが成立しないのか分からない
- ボトルネックをどう見つければよいか分からない
- 改善してもラインが流れない
- 工程分割と改善の順番が分からない
- 実際の工程設計を具体例で理解したい
この記事でここを目指そう
- 工程分割をSTEPで考えられるようになる
- ボトルネックを見つけて優先順位を付けられる
- 「分割 → 改善 → 再構成」の流れを理解している
- タクトタイムを基準に工程成立を判断できる
- 工程設計を感覚でなく構造で考えられるようになる
工程分割は、単に作業を分けることではありません。
実際には、
- タクトタイム
- ボトルネック
- ラインバランス
- 工程能力
などを見ながら、
「どうすれば流れるラインになるか」
を考える設計活動です。
しかし現場では、
- 感覚で工程を分ける
- とりあえず人を増やす
- すぐ改善に入る
ケースも少なくありません。
その結果、
- ボトルネックが残る
- 工程間待ちが増える
- ラインが成立しない
といった問題が発生します。
工程分割は本来、
STEPに沿って問題を整理し、 POINTを基準に判断する
ものです。
ここでは、前章で解説した
- 工程分割の8STEP
- 工程分割の基本ポイント
に沿って、実際の工程設計事例を解説します。
※工程分割の基本はこちら:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
前提条件
製品
小型ユニット組立
タクトタイム
60秒
作業者
3名(3工程)
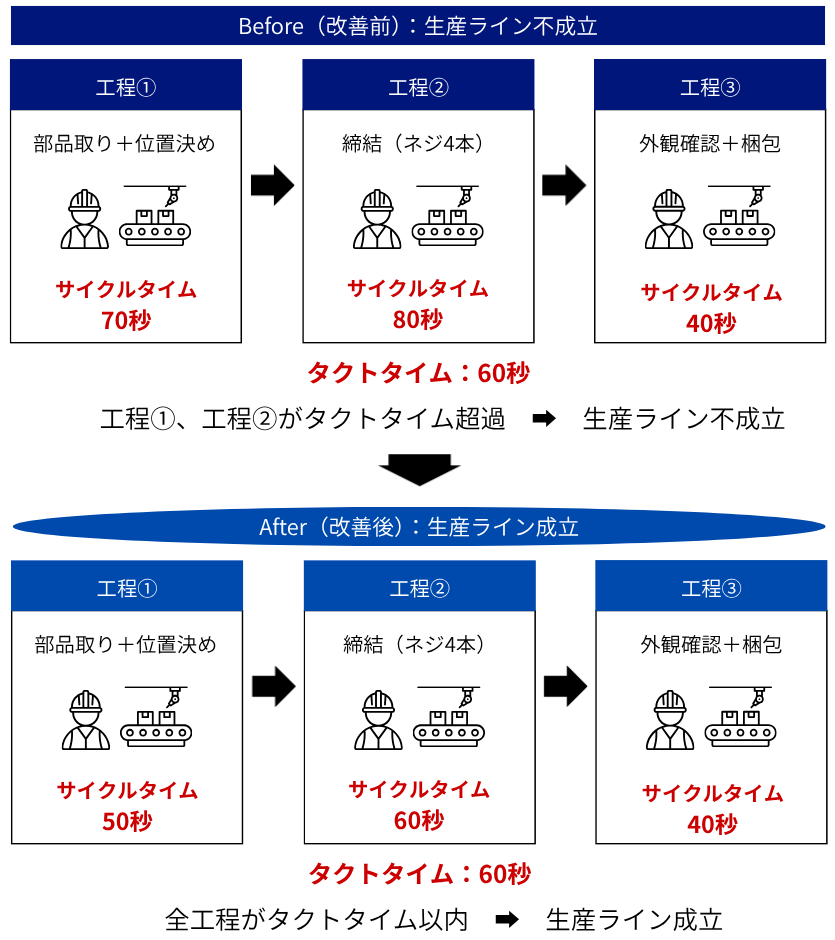
改善前の工程構成
| 工程 | 作業内容 | サイクルタイム |
|---|---|---|
| 工程① | 部品取り+位置決め | 70秒 |
| 工程② | 締結(ネジ4本) | 80秒 |
| 工程③ | 外観確認+梱包 | 40秒 |
現状の問題
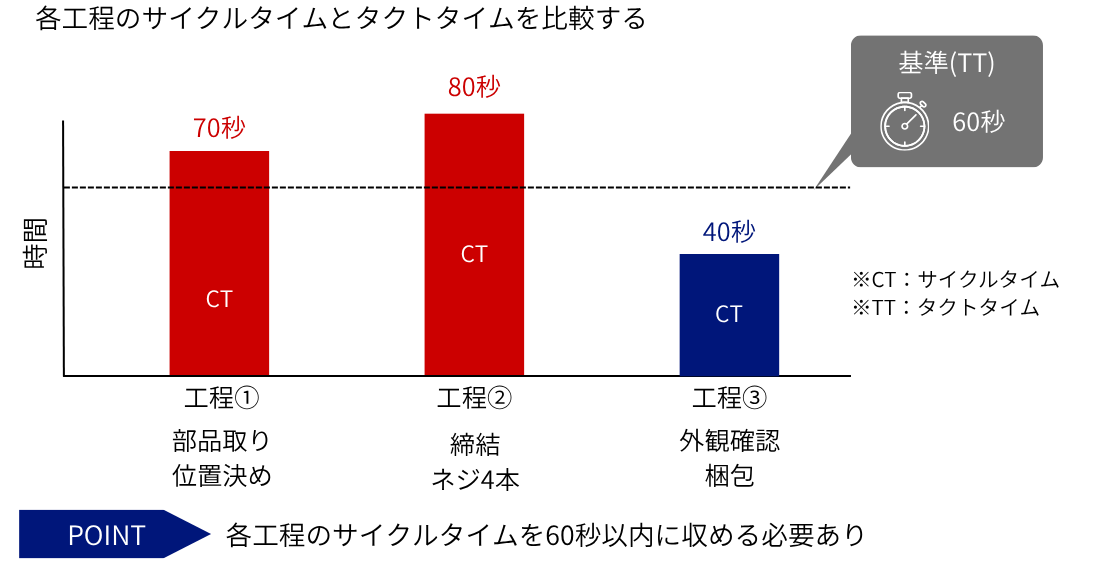
タクトタイムは60秒ですが、
- 工程①:70秒
- 工程②:80秒
となっており、
タクトタイムを超過
しています。
つまり、
生産ラインが成立していない状態
です。
なぜ「分割 → 改善 → 再分割」で進めるのか
工程分割では、
いきなり分割しない
ことが重要です。
なぜなら、
問題の原因が ”工程構成なのか” ”作業時間なのか”
を分けて考える必要があるためです。
例えば、
- 工程の分け方が悪い
- 作業時間そのものが長い
では、対策が変わります。
そのため工程分割では、
① 分割して構造を見る
↓
② 問題箇所を特定
↓
③ 必要部分だけ改善
↓
④ 再構成する
という順番で進めます。
これが工程分割の基本的な考え方です。
関連記事
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
STEP1:現状把握
まずは、
- タクトタイム
- 各工程のサイクルタイム
を比較します。
| 工程 | サイクルタイム | 判定 |
|---|---|---|
| 工程①:部品取り+位置決め | 70秒 | NG |
| 工程②:締結(ネジ4本) | 80秒 | NG |
| 工程③:外観確認+梱包 | 40秒 | OK |
このSTEPのポイント
工程分割では、まず、
どの工程がタクトタイムを超えているか
を把握します。
ここで重要なのは、
全工程をタクトタイム以内に収める
という視点です。
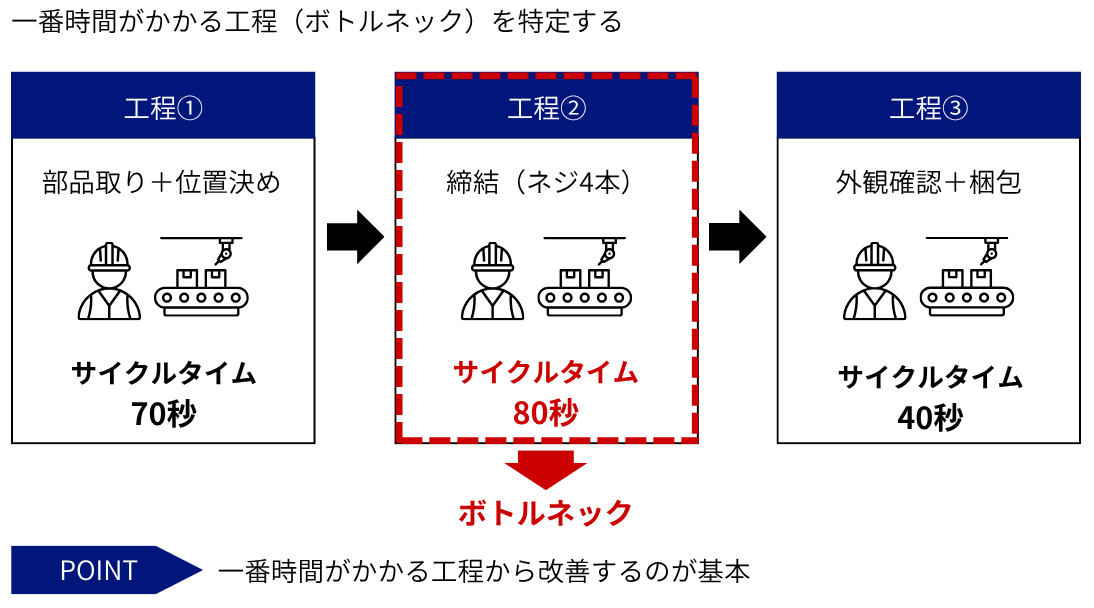
STEP2:問題特定(ボトルネック把握)
次に、
一番遅い工程
を特定します。
| 工程 | サイクルタイム |
|---|---|
| 工程①:部品取り+位置決め | 70秒 |
| 工程②:締結(ネジ4本) | 80秒 |
| 工程③:外観確認+梱包 | 40秒 |
この場合、工程②(締結)がボトルネックです。
なぜボトルネックから改善するのか
生産ライン全体の生産速度は、
最も遅い工程で決まる
ためです。
つまり、
まずボトルネックから改善する
ことが基本になります。
関連記事
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
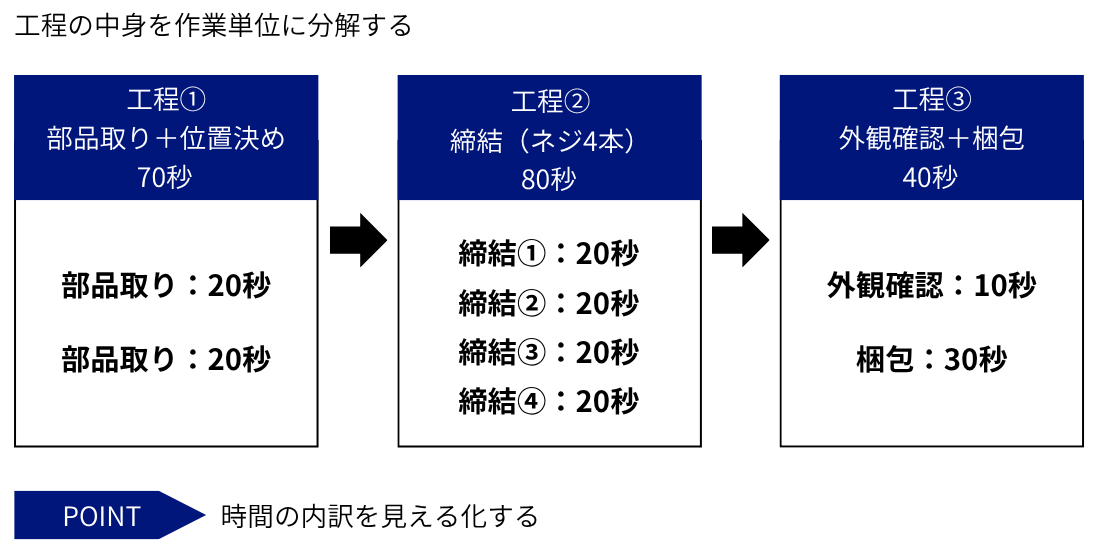
STEP3:作業分解(見える化)
次に、工程の中身を分解します。
工程①:部品取り+位置決め
| 作業 | 時間 |
|---|---|
| 部品取り | 20秒 |
| 位置決め | 50秒 |
工程②:締結(ネジ4本)
| 作業 | 時間 |
|---|---|
| ネジ締結(1本) | 20秒 × 4本 |
工程③:外観確認+梱包
| 作業 | 時間 |
|---|---|
| 外観確認 | 10秒 |
| 梱包 | 30秒 |
このSTEPのポイント
ここで重要なのは、
時間の内訳を見える化する
ことです。
工程全体だけを見ていると、
どこを改善すべきか分からない
ためです。
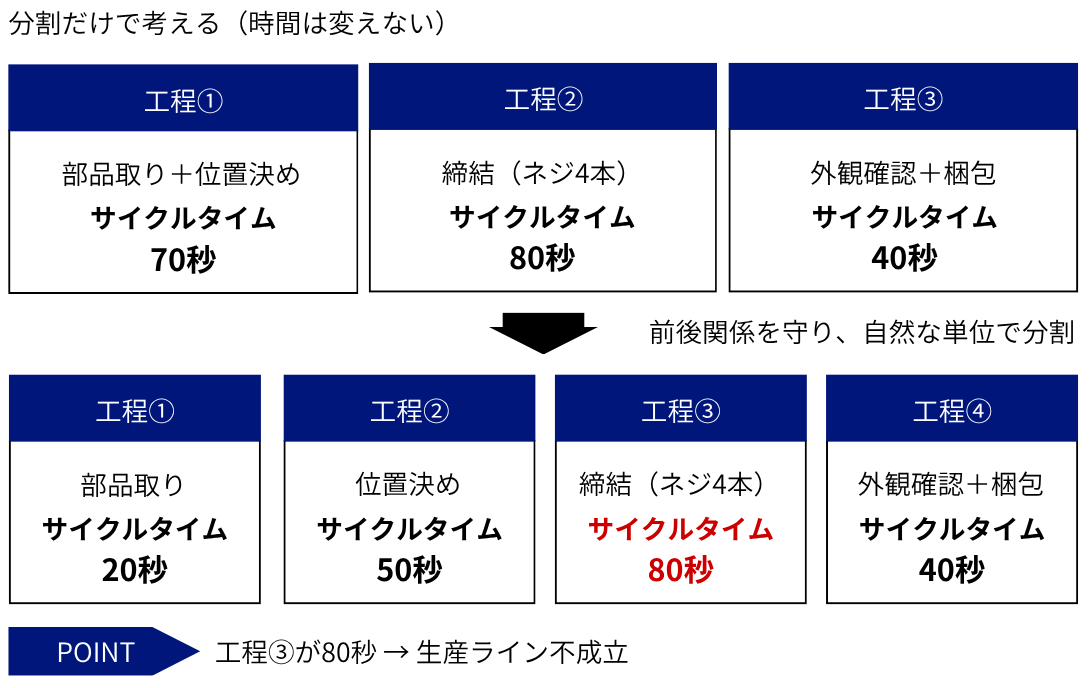
STEP4:工程分割(再配置)
次に、
分割だけで成立するか
を確認します。
ここでは、まだ改善は行いません。
まずは、
作業の再配置だけ
を考えます。
改善前
| 工程 | 内容 | 時間 |
|---|---|---|
| 工程① | 部品取り+位置決め | 70秒 |
| 工程② | 締結 | 80秒 |
| 工程③ | 外観確認+梱包 | 40秒 |
分割時の考え方
ここでは、工程分割のPOINT
- POINT②:前後関係を守る
- POINT⑤:作業のまとまりで分ける
を重視します。
作業の流れ
部品取り → 位置決め → 締結 → 外観確認 → 梱包
この順序は崩せません。
対応内容
そこで、
- 部品取り
- 位置決め
を分割し、3工程 → 4工程へ変更します。
分割後
| 工程 | 内容 | 時間 |
|---|---|---|
| 工程① | 部品取り | 20秒 |
| 工程② | 位置決め | 50秒 |
| 工程③ | 締結 | 80秒 |
| 工程④ | 外観確認+梱包 | 40秒 |
結果
締結工程が80秒のままです。
つまり、
分割だけでは解決できない
状態です。
STEP5:成立性確認
ここで再度、
タクトタイムと比較
します。
| 工程 | 時間 | 判定 |
|---|---|---|
| 工程①:部品取り | 20秒 | OK |
| 工程②:位置決め | 50秒 | OK |
| 工程③:締結 | 80秒 | NG |
| 工程④:外観確認+梱包 | 40秒 | OK |
結論
改善が必要です。
関連記事
※工程能力とは:
[st-card id=2734 label="" name="" bgcolor="" color="" fontawesome="" readmore="off"]
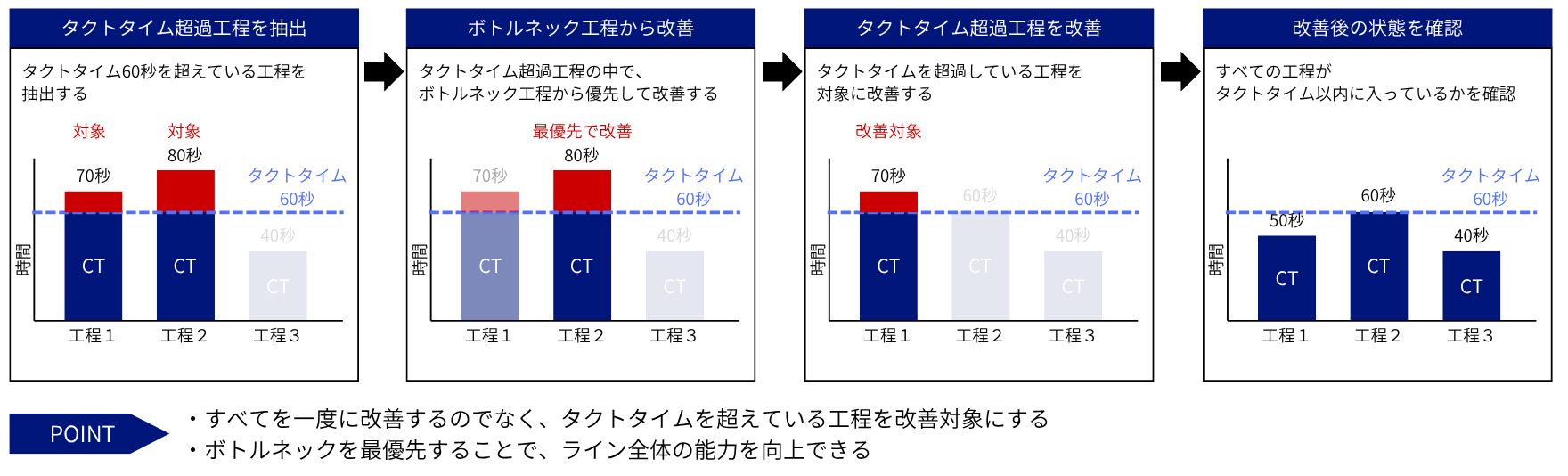
STEP6:改善(時間短縮)
ここから、
時間短縮の改善
を行います。
ただし重要なのは、
やみくもに全工程を改善しない
ことです。
① タクトタイム超過工程を特定
まず、
タクトタイムを超えている工程
を確認します。
| 工程 | 時間 | 判断 |
|---|---|---|
| 工程①:部品取り+位置決め | 70秒 | タクトタイム60秒超え |
| 工程②:締結 | 80秒 | タクトタイム60秒超え |
| 工程③:外観確認+梱包 | 40秒 | OK |
② ボトルネック工程を優先改善
最優先は、
最も遅い工程
です。
つまり、工程②:締結 を改善します。
改善内容例
工具改善:締結 80秒 → 60秒
③ 他のタクトタイム超過工程を改善
次に、工程①:部品取り+位置決め を改善します。
改善内容例
動線改善:部品取り 20秒 → 15秒
治具改善:位置決め 50秒 → 35秒
改善後
| 工程 | 時間 | 判断 |
|---|---|---|
| 工程①:部品取り+位置決め | 50秒(15秒+35秒) | OK |
| 工程②:締結 | 60秒 | OK |
| 工程③:外観確認+梱包 | 40秒 | OK |
このSTEPのポイント
ここで重要なのは、
ボトルネック優先
です。
生産ライン全体は、
ボトルネック(最も遅い工程)
で決まるためです。
※IEとは:
IE(インダストリアル・エンジニアリング)の全体像_IEとは何か?目的と役割をわかりやすく解説
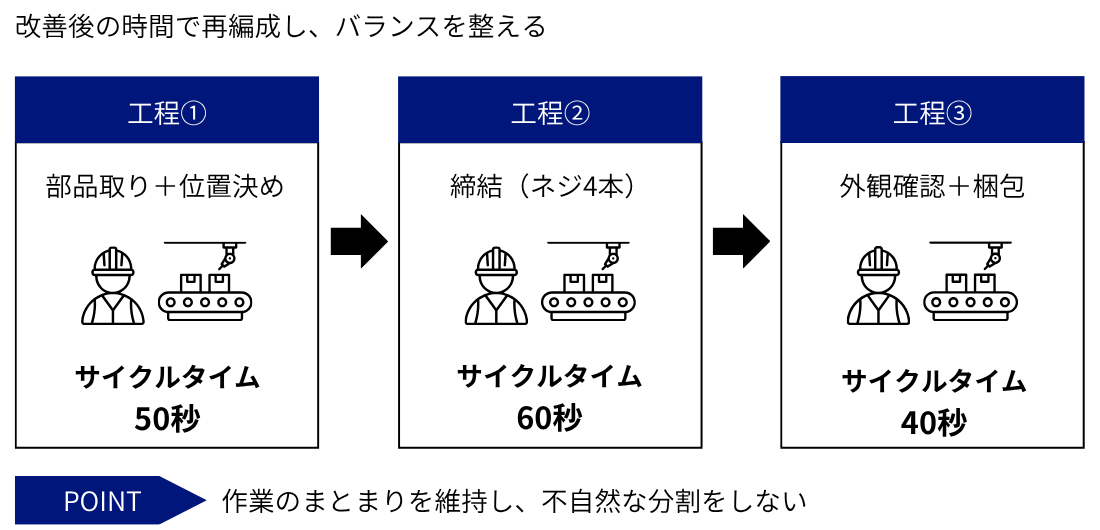
STEP7:再分割・バランス調整
改善後の時間で、再度工程を構成します。
| 工程 | 内容 | 時間 |
|---|---|---|
| 工程① | 部品取り+位置決め | 50秒 |
| 工程② | 締結 | 60秒 |
| 工程③ | 外観確認+梱包 | 40秒 |
このSTEPのポイント
ここでは、
不自然な分割をしない
ことが重要です。
例えば、
- 締結を途中で分ける
- 作業順序を崩す
などは避けます。
重要なのは、
作業のまとまりを維持する
ことです。
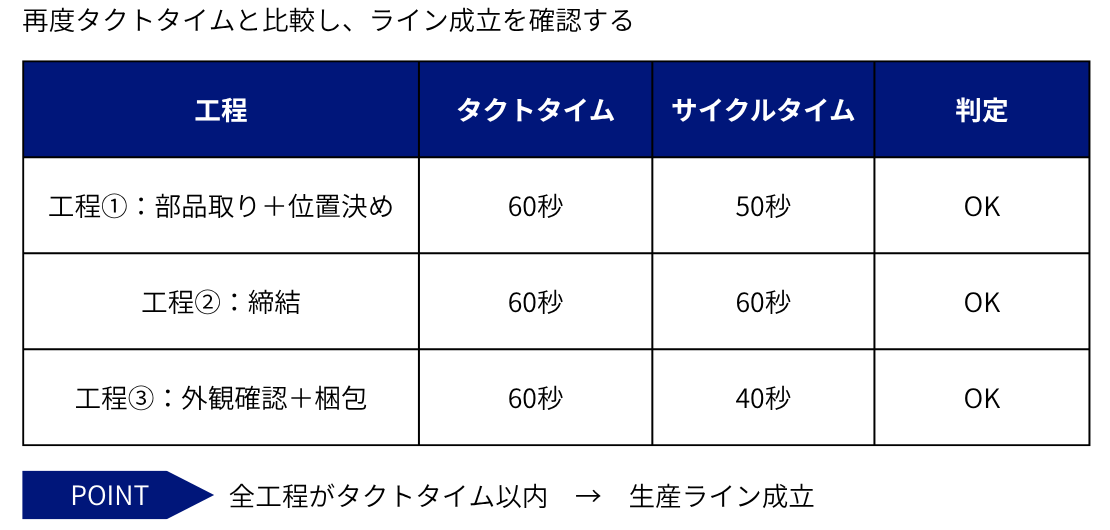
STEP8:成立確認
最後に、
全工程がタクトタイム以内か
を確認します。
| 工程 | サイクルタイム | 判定 |
|---|---|---|
| 工程①:部品取り+位置決め | 50秒 | OK |
| 工程②:締結 | 60秒 | OK |
| 工程③:外観確認+梱包 | 40秒 | OK |
結果
全工程がタクトタイム以内になりました。
つまり、ライン成立です。
この考え方を現場でどう使うか
実際の現場では、
- 生産数増加
- タクト変更
- 人員変更
- 新ライン立上げ
- ボトルネック改善
などで工程分割を行います。
特に重要なのが、
タクトタイム変更時
です。
例えば、タクトタイム60秒 → タクトタイム40秒 になると、
今まで成立していた工程が成立しなくなる
ためです。
その場合、
- 工程分割
- 作業改善
- 人員再配置
を再度行います。
よくある失敗
① いきなり改善する
→ 問題構造が見えない
② ボトルネック以外から改善する
→ 効果が小さい
③ 不自然に工程を分ける
→ 手戻り・運搬増加
④ タクトだけで分割する
→ 現場作業性が悪化
⑤ 作業を細かく分けすぎる
→ 工程間搬送が増える
まとめ
今回の事例で重要なのは、
いきなり改善しない
ことです。
まず、
- 現状把握
- ボトルネック特定
- 作業分解
- 工程分割
を行い、
問題を見える化
しています。
そのうえで、
必要な部分だけ改善
を行っています。
つまり工程分割とは、
分解 → 見極め → 改善 → 再構成
の流れで進めるものです。
この考え方を理解すると、
- なぜラインが流れないか
- どこを改善すべきか
- なぜボトルネックが発生するか
を構造的に考えられるようになります。
関連記事
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※ボトルネックとは: