
この記事で解決できる困りごと
- 工程設計をどの順番で進めればよいか分からない
- 工程設計で何を決めるべきか整理できない
- なぜ後工程で問題が発生するのか分からない
- ボトルネックが発生する理由が分からない
- 工程設計を感覚でやってしまう
この記事でここを目指そう
- 工程設計手順を説明できる
- 工程設計を構造で考えられる
- 各STEPの役割を理解している
- 前STEPと後STEPの繋がりを理解している
- 流れる工程を設計できるようになる
工程設計では、
「どんな順番で進めるか」
が非常に重要です。
しかし現場では、
- とりあえず工程を並べる
- 感覚で工程分割する
- 後からラインバランスを調整する
といった進め方になっていることも少なくありません。
その結果、
- 生産が間に合わない
- ボトルネックが発生する
- 人員が増える
- ラインが流れない
といった問題が発生します。
工程設計は本来、
前STEPの結果を使って次を決める
設計活動です。
例えば、
需要 → タクトタイム → 工程構成 → 工程能力 → 工程成立
というように、
前STEPの結果が次STEPの入力になります。
つまり工程設計とは、
順番に意味がある設計
です。
この記事では、
- 工程設計をどう進めるのか
- なぜその順番なのか
- 各STEPで何を決めるのか
- 次STEPへ何を渡すのか
を、実務視点で体系的に解説します。
工程設計手順の全体像
工程設計は、
次の流れで進めます。
事前STEP 需要確認・タクトタイム設定
↓
STEP1 生産方式
↓
STEP2 工程順序
↓
STEP3 作業設計
↓
STEP4 作業方法・設備
↓
STEP5 工程分割
↓
STEP6 工程能力設計
↓
STEP7 材料の流し方
↓
STEP8 工程成立確認
この順番が重要です。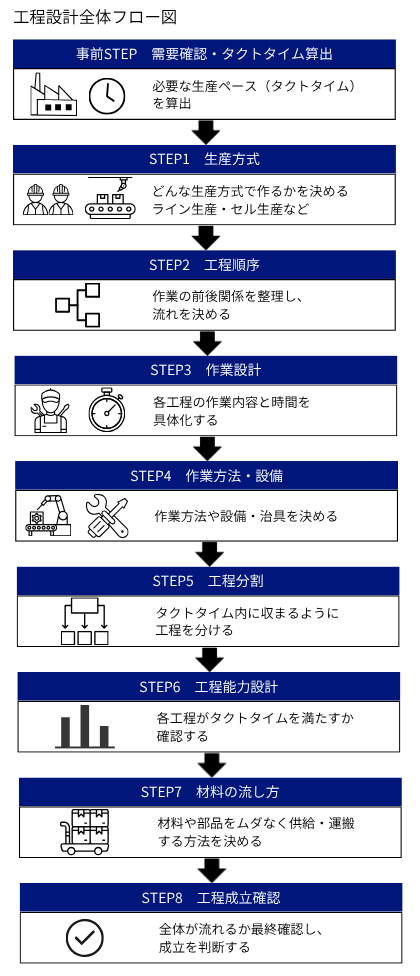
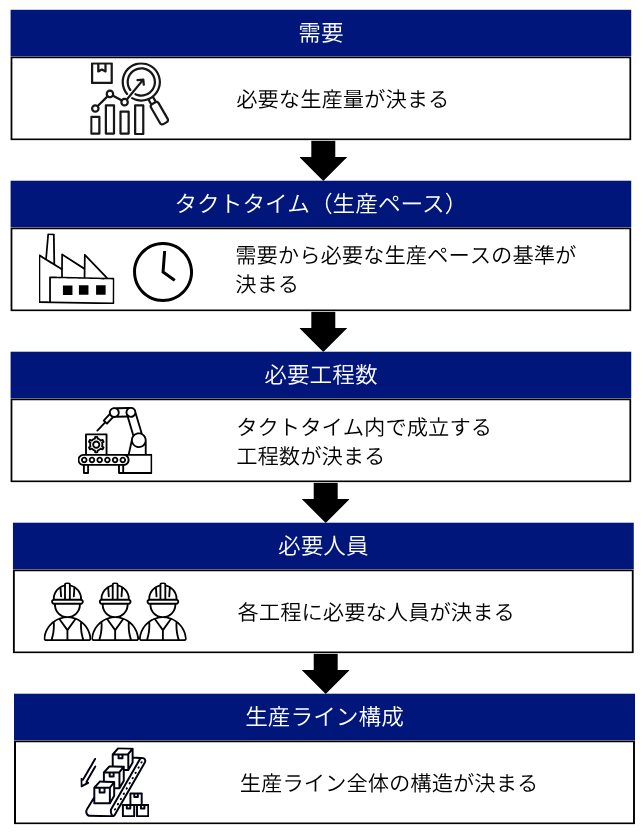
なぜこの順番なのか
工程設計では、
前STEPの出力が、 次STEPの入力
になるためです。
例えば、
① 需要
↓ 決まる
② タクトタイム
↓ 決まる
③ 必要工程数
↓ 決まる
④ 必要人員
↓ 決まる
⑤ 生産ライン構成
という関係があります。
つまり、
後から決める のではなく、 前段条件から決まる
という構造です。
事前STEP 需要確認・タクトタイム設定
なぜこのSTEPが必要か
生産ラインは、
「何個作る必要があるか」
で必要な生産速度が決まります。
つまり、
需要を決めないと、後工程は設計できません。
目的
必要な生産ペースを決める。
インプット情報
- 必要生産数量
- 稼働時間
- 生産計画
作業
- 必要数量整理
- 稼働時間整理
- タクトタイム算出
判断
どれくらいの速度で生産する必要があるか。
アウトプット
- タクトタイム
次STEPへ渡すもの
- 必要生産ペース
このSTEPのポイント
タクトタイムは、
工程設計全体の基準
になります。
後工程では、
- 必要工程数
- 工程分割
- 人員構成
- 工程能力
を、このタクトタイムを基準に決めていきます。
つまり、
後工程の設計条件を決めるSTEP
です。
よくある失敗
- 稼働停止時間を考慮していない
- タクトを感覚で決める
関連記事
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
※タクトタイム計算方法:
タクトタイムの計算方法|計算式・具体例・稼働時間の考え方を解説
STEP1 生産方式
なぜこのSTEPが必要か
同じ製品でも、
- 大量生産
- 多品種少量
- 個別生産
では、
最適な作り方が変わります。
つまり、
どんな構造で作るか
を最初に決める必要があります。
目的
生産構造を決める。
インプット情報
- 生産量
- 品種数
- 需要変動
- 製品特性
作業
- 生産方式比較
- 構造検討
判断
- ライン生産
- セル生産
- U字ライン
- 個別生産
のどれが適切か。
アウトプット
- 生産方式
次STEPへ渡すもの
- 工程構造
- 人の持ち方
- 流し方
このSTEPのポイント
生産方式によって、
- 工程構成
- 人の持ち方
- ライン構造
- 流し方
の考え方が変わります。
例えば、
- ライン生産
- セル生産
では、
工程分割や人員配置の考え方
が変わります。
つまり、
後工程の設計ルールを決めるSTEP
です。
よくある失敗
- 生産量に合わない方式選定
- 柔軟性を考慮していない
関連記事
※生産方式:
STEP2 工程順序
なぜこのSTEPが必要か
製品を作るには、
作業の前後関係があります。
例えば、
組立前に検査はできない
ため、
まず、作業順序を整理する
必要があります。
目的
作業の流れを決める。
インプット情報
- 製品仕様
- 加工条件
- 組立条件
作業
- 前後関係整理
- 作業順序整理
判断
無理なく流れる順番になっているか。
アウトプット
- 工程順序
次STEPへ渡すもの
- 作業の流れ
このSTEPのポイント
ここで決めた作業順序が、後工程の
- 作業設計
- 工程分割
- レイアウト
の基準になります。
例えば、前後関係が悪いと、
- 手戻り
- 逆流
- 運搬増加
が発生します。
つまり、
後工程の流れを決めるSTEP
です。
よくある失敗
- 前後関係無視
- 作業戻り発生
STEP3 作業設計
なぜこのSTEPが必要か
工程順序が決まっても、
「各工程で何をするか」
が決まっていないと、工程時間を算出できません。
そのため、
作業内容を具体化する
必要があります。
目的
各工程の作業内容を決める。
インプット情報
- 工程順序
- 作業内容
- 品質条件
作業
- 作業分析
- 動作分析
- ムダ排除
- 標準時間設定
判断
ムダなく作業できるか。
アウトプット
- 作業内容
- 作業時間
次STEPへ渡すもの
- 作業時間
- 作業単位
このSTEPのポイント
ここで決めた
- 作業内容
- 作業時間
- 標準時間
が、後工程の
- 工程分割
- 工程能力
- 人員設計
の基準になります。
つまり、
後工程の時間基準を作るSTEP
です。
よくある失敗
- ムダ作業放置
- 作業分析不足
関連記事
※IEとは:
IE(インダストリアル・エンジニアリング)の全体像_IEとは何か?目的と役割をわかりやすく解説
STEP4 作業方法・設備
なぜこのSTEPが必要か
同じ作業でも、
- 手作業
- 半自動
- 自動化
で、工程能力や作業時間が変わります。
つまり、
どう作るか
を決める必要があります。
目的
作業方法と設備構成を決める。
インプット情報
- 作業内容
- 品質要求
- 生産量
作業
- 設備選定
- 治具選定
- 自動化検討
判断
- 手作業
- 半自動
- 自動化
のどれが適切か。
アウトプット
- 作業方法
- 設備構成
次STEPへ渡すもの
- 設備能力
- 作業条件
このSTEPのポイント
設備や治具によって、
- 作業時間
- 加工速度
- 待ち時間
が変わります。
その結果、後工程で確認する
- 工程能力
- ライン成立性
にも影響します。
つまり、
工程能力の条件を決めるSTEP
です。
よくある失敗
- 過剰自動化
- 設備優先設計
STEP5 工程分割
なぜこのSTEPが必要か
工程順序と作業設計が終わっても、そのままでは、
1工程が長すぎる
ことがあります。
そのため、
タクトタイムに収まるように工程単位を再構成
します。

目的
タクト内で成立する工程単位を作る。
インプット情報
- 作業時間
- 作業順序
- タクトタイム
作業
- 作業分解
- 再配置
- 工程構成検討
判断
- タクト内か
- 不自然分割がないか
アウトプット
- 工程構成
- 工程時間
次STEPへ渡すもの
- 工程別サイクルタイム
このSTEPのポイント
重要なのは、
「ただ分ける」
ではなく、
「流れる単位」で分ける
ことです。
ここで決めた工程構成が、後工程の
- 工程能力
- ラインバランス
- 人員配置
の基準になります。
つまり、
ライン構造を決めるSTEP
です。
よくある失敗
- 感覚分割
- 分けすぎ
- 改善せず分割
関連記事
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
STEP6 工程能力設計
なぜこのSTEPが必要か
工程を分けても、
タクトタイムを満たせない
場合があります。
そのため、
各工程が必要能力を満たしているか
を確認します。
目的
必要生産数を満たせるか確認する。
入力
- 工程時間
- タクトタイム
- 設備能力
作業
- サイクルタイム確認
- 能力比較
- ボトルネック確認
判断
工程能力がタクトタイムを満たすか。
出力
- 能力成立結果
- ボトルネック工程
次STEPへ渡すもの
- 制約条件
- 能力条件
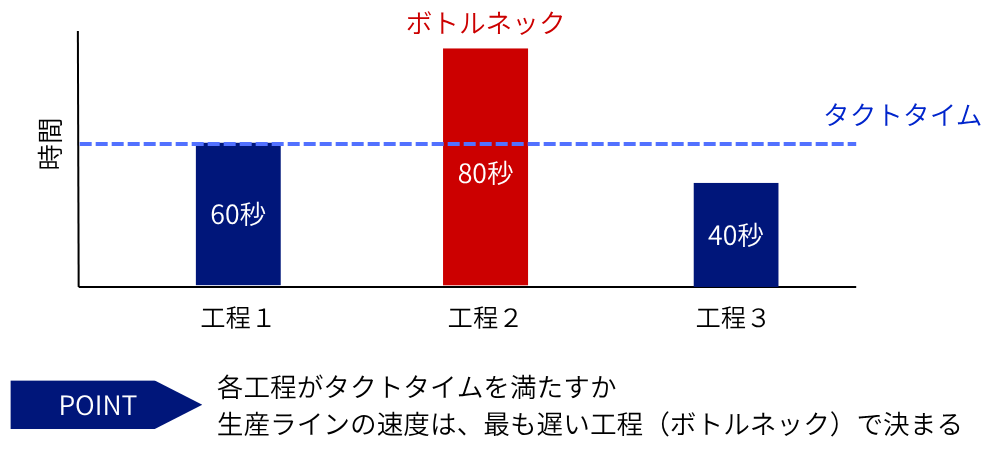
このSTEPのポイント
ここでは、
各工程が、
タクトタイムを満たすか
を確認します。
ここで問題があると、
- ボトルネック
- 生産遅れ
- ライン停止
が発生します。
つまり、
ライン成立条件を確認するSTEP
です。
よくある失敗
- 平均で判断
- ボトルネック未確認
関連記事
※工程能力とは:

STEP7 材料の流し方
なぜこのSTEPが必要か
工程が成立しても、
材料供給が悪いとラインは止まり
ます。
つまり、
「作れる」 と 「流れる」 は別
です。
目的
モノの流れを成立させる。
入力
- 工程構成
- レイアウト条件
- 部品構成
作業
- 搬送設計
- 供給設計
- 在庫設計
判断
ムダなく供給できるか。
出力
- 物流構成
- 搬送方式
次STEPへ渡すもの
- 物流条件
このSTEPのポイント
工程が成立していても、
材料供給が悪いとラインは止まり
ます。
例えば、
- 部品待ち
- 長距離搬送
- 在庫滞留
が発生すると、工程能力を活かせません。
つまり、
工程を実際に流すためのSTEP
です。
よくある失敗
- 搬送距離長い
- 在庫滞留
STEP8 工程成立確認
なぜこのSTEPが必要か
各STEPを設計しても、
全体で成立しなければ意味がありません。
そのため最後に、
全体の整合
を確認します。
目的
工程全体が流れるか確認する。
入力
- 工程能力
- タクトタイム
- 工程構成
作業
- ラインバランス確認
- ボトルネック確認
- 工程整合確認
判断
工程が成立しているか。
出力
- 成立結果
- 改善ポイント
このSTEPのポイント
ここでは、
- タクトタイム
- 工程能力
- 工程構成
- 材料供給
などを、
全体で確認します。
ここで初めて、
「流れる工程」
かどうかを判断できます。
つまり、
全STEPの結果を最終確認するSTEP
です。
よくある失敗
- タクト未確認
- 一部工程だけ確認
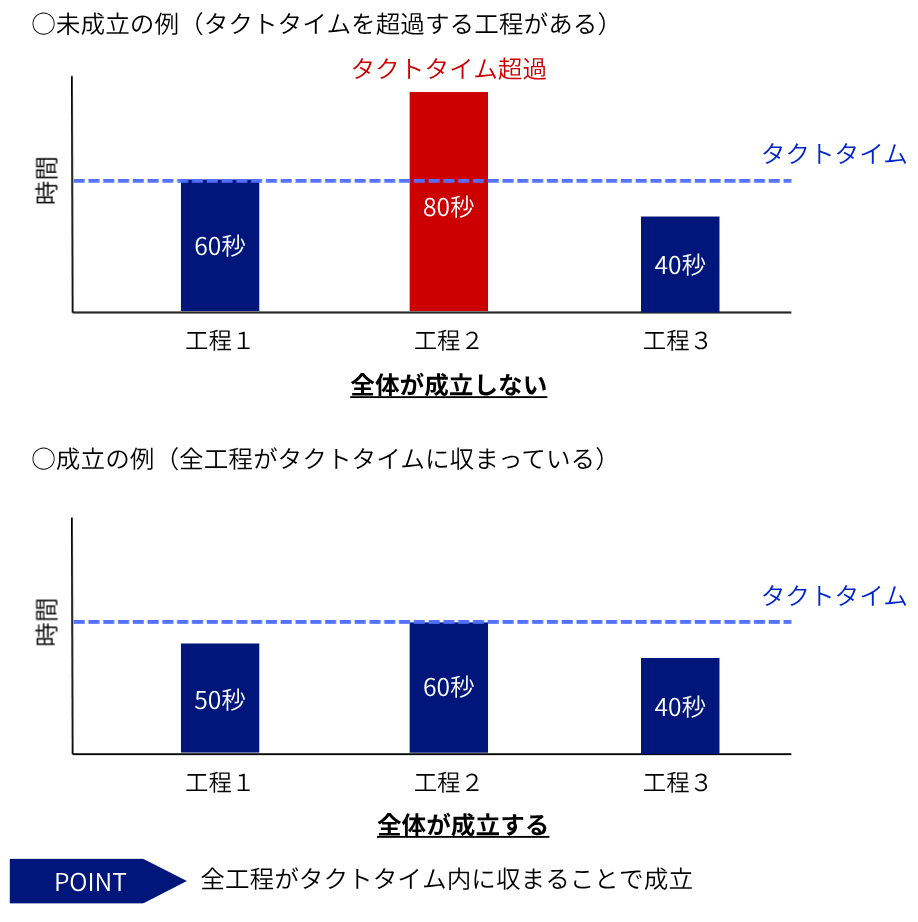
工程設計で重要な考え方
工程設計で重要なのは、
部分最適ではなく、 流れ全体で考える
ことです。
例えば、
- 一部だけ速い
- 一部だけ自動化
- 一部だけ改善
では、
ライン全体は流れません。
重要なのは、
全工程を タクトタイム基準で揃える
ことです。
まとめ
- 重要なのは、全工程を タクトタイム基準で揃えること
- 工程設計手順とは「流れる工程」 を作るための進め方
- 工程設計では、前STEPの結果が、 次STEPの入力になる
- 事前STEP 需要確認・タクトタイム設定
↓
STEP1 生産方式
↓
STEP2 工程順序前STEP 需要確認・タクトタイム設定
↓
STEP1 生産方式
↓
STEP2 工程順序
↓
STEP3 作業設計
↓
STEP4 作業方法・設備
↓
STEP5 工程分割
↓
STEP6 工程能力設計
↓
STEP7 材料の流し方
↓
STEP8 工程成立確認
の順番で進めることが重要 - 工程設計を構造的に進めることで、
生産が間に合う
ボトルネックが減る
人員最適化できる
流れる生産ラインになる
状態を作れるようになる