
この記事で解決できる困りごと
- 工程分割とは何か分からない
- 工程をどう分ければよいか分からない
- なぜボトルネックが発生するのか分からない
- 工程分割とラインバランスの関係が分からない
- 工程分割をどの順番で進めればよいか分からない
この記事でここを目指そう
- 工程分割とは何か説明できる
- 工程分割の考え方と基本原則を理解している
- 工程分割の進め方(8STEP)を説明できる
- 工程分割とライン設計の関係を理解している
- 工程分割を“流れ”で考えられるようになる
工程設計において、非常に重要なのが「工程分割」です。
工程分割は単に、
- 作業を分ける
- 人数に合わせて区切る
ことではありません。
実際には、
- ラインバランス
- ボトルネック
- 生産能力
- 人員配置
- ライン成立
など、生産ライン全体に大きく影響します。
つまり、
ライン設計の成否を左右する重要な設計要素
です。
しかし現場では、
- 感覚で工程を分ける
- とりあえず人を増やす
- 作業を細かく分ければ良いと思っている
ケースも少なくありません。
その結果、
- ボトルネック発生
- 手待ち増加
- ライン停止
- 生産性低下
が発生します。
工程分割は本来、
タクトタイム・流れ・負荷バランスを基準に設計
するものです。
この記事では、
- 工程分割とは何か
- なぜ重要なのか
- 工程分割の進め方(8STEP)
- 工程分割の基本原則
- 実務での考え方
を、生産ライン設計全体との関係を含めて解説します。
工程分割とは
工程分割とは
作業を複数の工程に分けること
です。
具体的には、
- どこまでを1工程とするか
- 作業をどの単位で区切るか
を決めていきます。
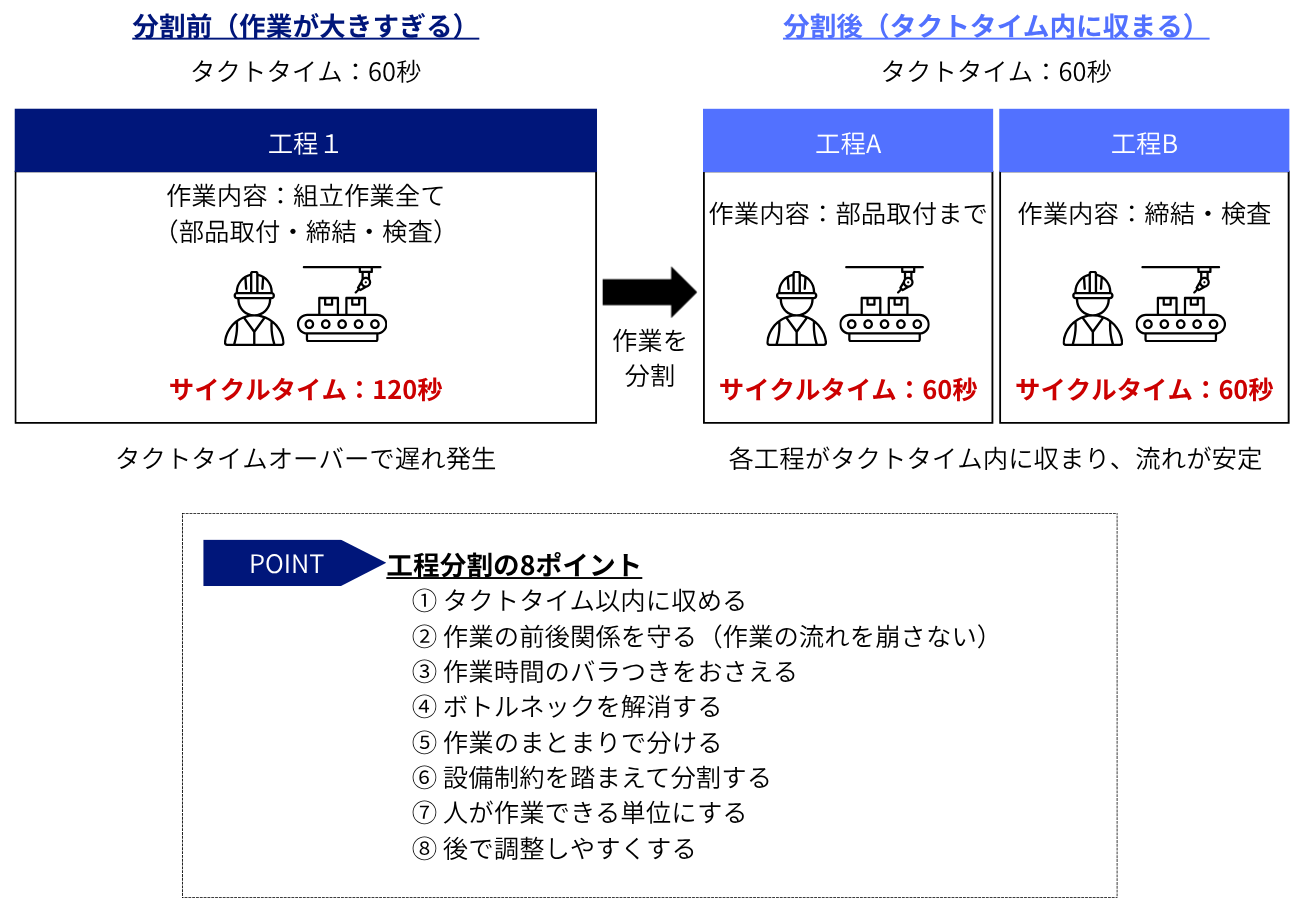
例えば
組立作業で、
- 部品取り
- 位置決め
- 締結
- 検査
がある場合、どこで工程を区切るかを決めるのが工程分割です。
しかし工程分割は、単なる作業の区切りではありません。
重要なのは、
どう分ければ流れるラインになるか
です。
関連記事
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
なぜ工程分割が重要なのか
工程分割が重要な理由は、
工程分割でラインバランスが決まるから
です。
工程分割が不適切だと、
- 作業偏り
- ボトルネック
- 人員アンバランス
- 工程間待ち
が発生します。
その結果、
ラインが流れない状態
になります。
例えば、
| 工程 | 時間 |
|---|---|
| 工程① | 20秒 |
| 工程② | 80秒 |
| 工程③ | 25秒 |
の場合、工程②がボトルネック になります。
このとき、
- 前工程は詰まり
- 後工程は待ち
が発生します。
つまり、
工程分割 = ライン全体の流れを決める
ということです。
関連記事
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
工程分割で決まるもの
工程分割によって、次のようなものが決まります。
- ラインバランス
- 人員配置
- 生産能力
- ボトルネック
- 工程間在庫
- 作業負荷
つまり、
工程分割は 生産ライン設計の中心設計
になります。
工程分割と工程設計の関係
工程分割は、工程設計の中核に位置します。
工程設計は、次の流れで進みます。
① 需要確認・タクトタイム設定
② 工程順序
③ 作業設計
④ 作業方法・設備
⑤ 工程分割
⑥ 工程能力確認
⑦ 材料の流し方
⑧ ライン成立確認
つまり、
工程分割は 「流れるライン」を作るための重要工程
です。
関連記事
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
※工程設計事例:
※生産ライン設計とは:
工程分割の基本原則(8ポイント)
工程分割では、単純に時間だけで分けてはいけません。
重要なのは、
タクトタイム・流れ・実効性
です。
ここでは、工程分割で重要な8つのポイントを解説します。
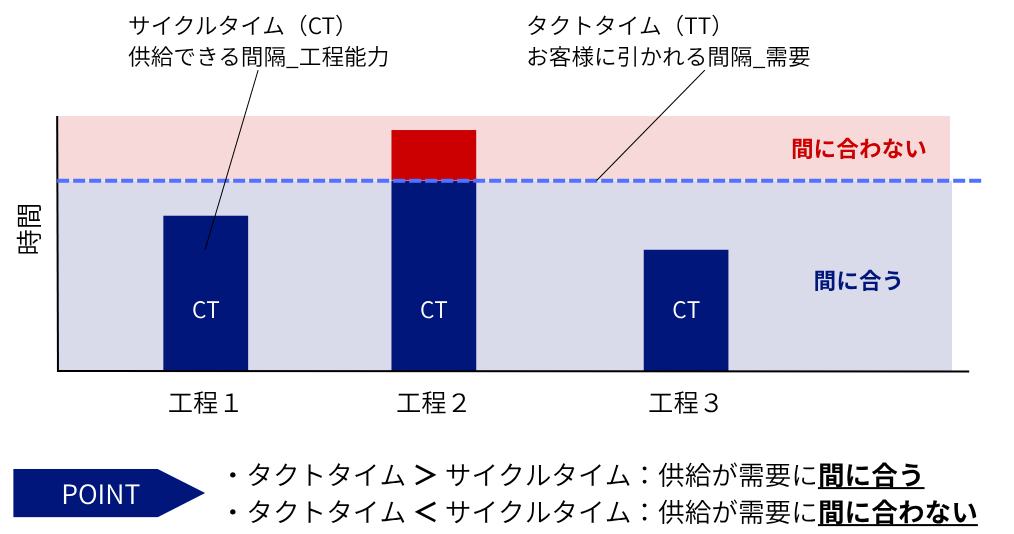
POINT① タクトタイム以内に収める
最優先は、
各工程をタクトタイム以内
にすることです。
つまり、
タクトタイム ≧ サイクルタイム
にする必要があります。
1工程でもタクトを超えると、ラインは成立しません。
- タクトタイム ≧ サイクルタイムの場合:ライン成立(供給が需要に間に合う)
- タクトタイム < サイクルタイムの場合:ライン不成立(供給が需要に間に合わない)
POINT② 作業の前後関係を守る
作業には、必ず前後関係(順序制約)が存在します。
工程を分割しても、作業の流れは崩せません。
例えば、
部品取付 → 締結
の順序は変更できません。
無理な分割は、
- 手戻り
- 品質不良
- 二度手間
の原因になります。
必ず「前工程→後工程」の関係を守って分割します。
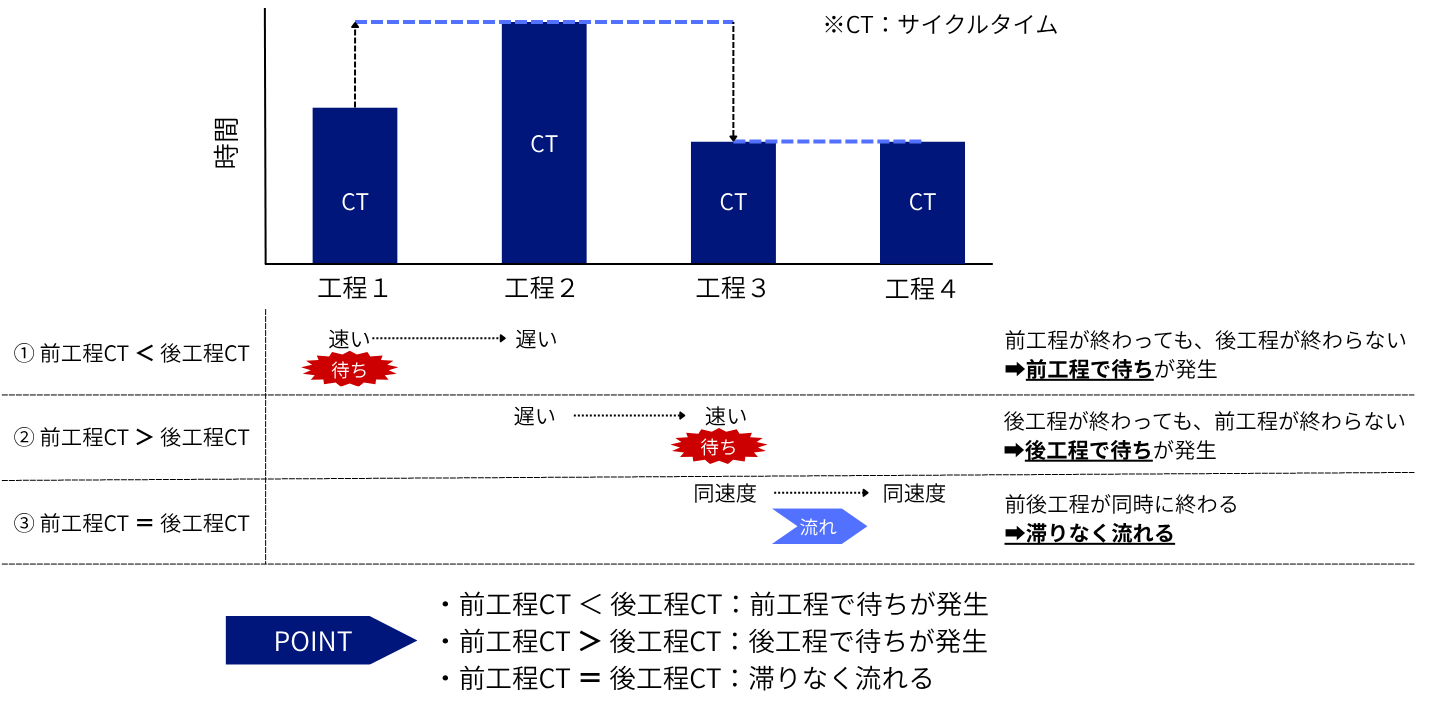
POINT③ 作業時間のバラつきを抑える
工程時間に差があると、
- 詰まり
- 手待ち
- 停滞
が発生します。
特に、
一番長い工程(ボトルネック)がライン全体の速度を決定
します。
つまり、
作業時間と負荷のバラつきを抑え、工程間のバランスを取ることが重要
です。
POINT④ ボトルネックを優先する
ライン全体の速度は、一番遅い工程で決まります。
そのため、
工程分割は、ボトルネックから行うのが基本
です。
POINT⑤ 作業のまとまりで分ける
工程は「機能」や「作業の区切り」で分けるのが基本です。
例えば、
- 締結
- 組付け
- 検査
などです。
意味のあるまとまりで分けることで、
理解しやすくミスも減ります。
逆に、無理な分割は、効率低下や品質不良の原因になります。
そのため、工程分割では単純に時間だけで分割するのは避け、
「自然に切れる単位かどうか」を確認することが重要です。
POINT⑥ 設備制約を考慮する
現場では、
- 専用設備
- 治具
- 自動機
などの制約があります。
つまり、
設備条件を無視して工程分割はできない
ということです。
また、人作業と設備作業の切り分けも重要なポイントです。
POINT⑦ 人が作業できる単位にする
机上で成立していても、現場で実行できなければ意味がありません。
そのため、
- 姿勢
- 動線
- 作業範囲
- 負荷
などを考慮し、無理のない工程にします。
「現場で回るか」を必ず確認します。
POINT⑧ 後で調整しやすくする
生産量や生産条件は変化します。
そのため、
後で変更しやすい構成
にすることが重要です。
後から分割・統合しやすい構成にしておくことで、改善がしやすくなります。
将来の変更も見据えて設計します。
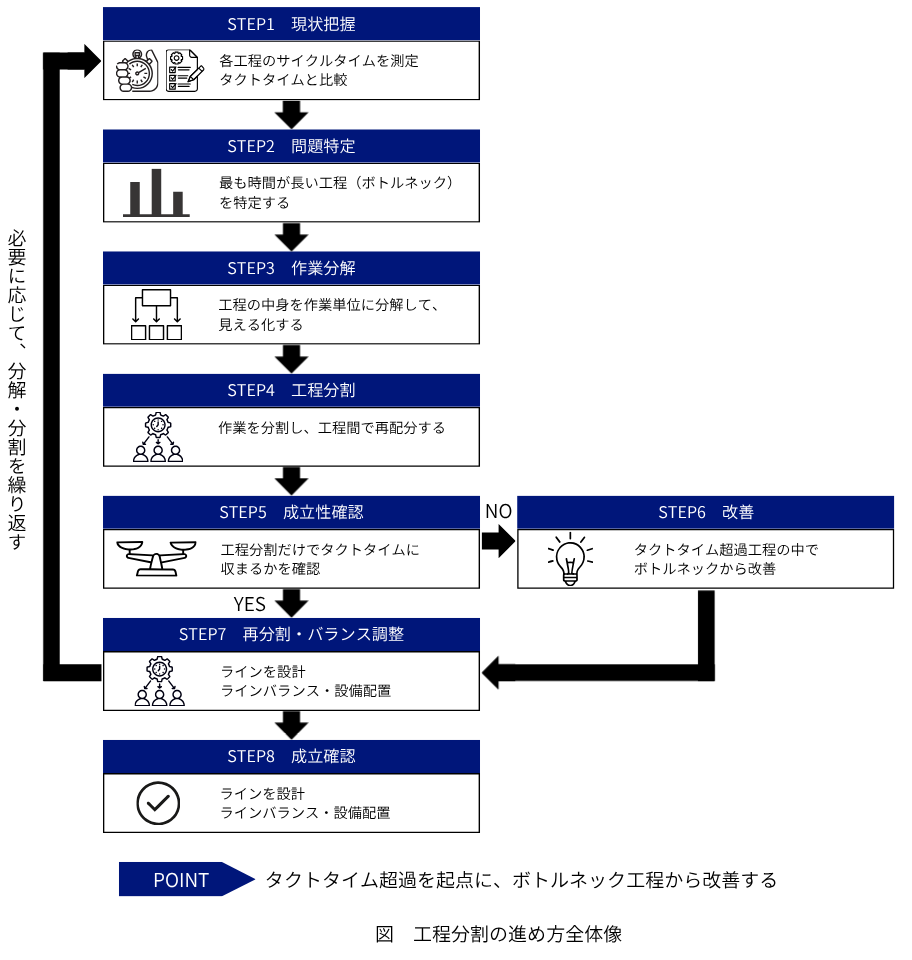
工程分割の進め方(8STEP)
工程分割は、単に作業を分けるのではなく、
分割 → 見える化 → 必要な改善 → 再構成
の流れで進めます。
STEP1 現状把握
まず、
- 各工程のサイクルタイム
- タクトタイム
を確認します。
ここでは、
どの工程のサイクルタイムがタクトタイムを超えているか
を把握します。
STEP2 問題特定(ボトルネック把握)
最も時間のかかる工程を特定します。
一番遅い工程=ボトルネック
です。
STEP3 作業分解(見える化)
工程を作業単位に分解します。
目的は、
- 何に時間がかかっているかを明確にする
- 分割できる単位を見つける
です。「時間の内訳」を見える化します。
STEP4 工程分割(再配置)
問題を“構造的に”解消するため、作業を分割し、工程間で再配置します。
以下の点に注意して進めます。
- 作業の前後関係を守る
- 作業単位として自然に分ける
この時点では、時間は基本的に変わりません。
STEP5 成立性確認
分割後の工程がタクトタイムに収まるかを確認します。
工程のサイクルタイム ≦ タクトタイム
となっている工程は成立です。
以降の流れは、成立するか否かで分岐します。
- 全工程のサイクルタイム ≦ タクトタイム → STEP6へ
- 工程のサイクルタイム > タクトタイムあり → STEP7へ
STEP6 改善(時間短縮)
分割だけで成立しない場合、
- 動線改善
- 作業改善
- 治具化
などを行います。
ここで重要なのは、
全体ではなく ボトルネック優先する
ことです。
STEP7 再分割・バランス調整
改善後の時間で行程を再構成します。
目的は、
全工程のサイクルタイムをタクトタイム付近に揃える
ことです。
STEP8 成立確認
最終的にラインが成立しているかを確認します。
全工程のサイクルタイム ≦ タクトタイム
となっていれば、ここで初めて ”ライン成立” となります。
※工程設計事例:
工程分割の具体例(概要)
工程分割は、単に作業を分けることではなく、
手順(STEP)に沿って進め、判断基準(POINT)で意思決定する設計活動です。
ここでは、前章で解説した工程分割のSTEPとポイントに沿って、
工程分割を進める具体例の概要を解説します。
例えば、小型ユニット組立ラインで、以下の工程がある例を考えます。
| 工程 | 時間 |
|---|---|
| 工程①:部品取り+位置決め | 70秒 |
| 工程②:締結 | 80秒 |
| 工程③:外観確認+梱包 | 40秒 |
この場合、工程②:締結工程がボトルネックになります。
そのため、
- 作業分解
- 工程分割
- 工具改善
- 動線改善
などを行い、
サイクルタイムをタクトタイム以内
に収めます。
より詳しい具体例はこちらで解説しています。
※工程設計事例:
よくある工程分割の失敗
ここまで、工程分割の基本原則に沿った改善例を解説してきました。
しかし実際の現場では、工程分割のやり方を誤ることで、
かえって生産性を下げてしまうケースも多くあります。
ここでは、よくある失敗例を具体的に解説します。
失敗例①:タクトタイムを無視して分割
工程分割はしているものの、
一部の工程がタクトタイムを超えているケースです。
例:タクトタイム60秒
- 工程①:65秒
- 工程②:30秒
問題点
工程①がタクトを超えているため、
この工程がボトルネックとなり、ライン全体が成立しません。
後工程は必ず待つことになり、
結果として生産能力は工程①に制約されます。
1つでもタクトオーバーの工程があればラインは成立しません。
原因
- 分割すること自体が目的になっている
- タクトタイムとの整合確認が不十分
補足
実務では、タクトタイムぴったりでも危険です。
例:
- 工程①:60秒
- 工程②:55秒
一見問題なさそうですが、
実際はばらつきによって工程①が簡単に遅れ、
ライン停止のリスクが高くなります。
現場では「タクトタイム−α(余裕)」を持たせる設計が重要です。
失敗例②:分けすぎ(過剰分割)
細かく分けすぎて、かえって非効率になるケースです。
問題点
- 工程間の受け渡しが増える
- 移動・持ち替えが増加する
- 作業が断続的になり効率低下
工程を分割すれば良いわけではないです。
原因
- 「細かく分ける=良い」と誤解している
- 作業の流れを考えていない
失敗例③:負荷バランスを無視する
工程ごとの作業時間に偏りがあるケースです。
例:
- 工程①:20秒
- 工程②:50秒
問題点
工程②がボトルネックとなり、
前後工程に待ちや滞留が発生します。
ライン全体の効率が最も遅い工程に引きずられます。
原因
- ボトルネックの認識不足
- 工程ごとの時間を見ていない
失敗例④:順序制約を無視する
作業の前後関係を考えずに分割するケースです。
問題点
- 手戻りが発生する
- 無駄な動きや二度手間が増える
流れが崩れると効率は大きく低下します。
原因
- 作業の本質を理解していない
- IE的な分解ができていない
失敗例⑤:人に依存した工程構成
特定の人しかできない工程を前提に分割してしまうケースです。
問題点
- その人がいないとラインが回らない
- 教育に時間がかかる
- 柔軟な人員配置ができない
属人化はラインの不安定要因になります。
原因
- 技能に依存した設計
- 標準化不足
失敗例⑥:物流・動線を無視する
作業だけを見て分割し、モノの流れを考慮していないケースです。
問題点
- 無駄な移動が増える
- 部品供給がしづらくなる
- 作業効率が低下する
工程分割は“作業”だけでなく“流れ”で考える必要があります。
原因
- レイアウトと切り離して考えている
- 現場目線が不足している
失敗例⑦:とりあえず増員する
タクトオーバー時に、すぐに人を増やして対応するケースです。
問題点
- ムダが残ったまま固定化される
- 人件費が増加する
- 生産性が向上しない
改善ではなく“対処”になっています。
原因
- 短期対応に偏っている
- 分解・分析不足
まとめ
工程分割の失敗の多くは、
「分けること」が目的になってしまうことにあります。
重要なのは、
- タクトタイム
- 負荷バランス
- 流れ
- ムダ
といった基本原則に沿って考えることです。
工程分割はあくまで手段であり、
本質は「最適な流れを作ること」点にあります。
工程分割は見える化する
工程分割は、頭の中だけでは正しく判断できません。
実務では
- 山積み表
- 工程一覧
- ラインバランス
を使って見える化します。
関連記事
※山積み表とは:
まとめ
- 工程分割とは、作業の区切りを決めること
- 本質は「最適な流れを作ること」点にある
- 工程分割は、タクトタイム → 工程分割 → ライン成立 の流れで考える
- 工程分割を正しく行うことで、以下の状態を作れるようになる
・生産ラインが流れる
・ボトルネックが減る
・人員の最適化ができる
・生産効率が向上する
関連記事
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
※工程設計事例: