

この記事で解決できる困りごと
- 工程能力とは何か分からない
- 工程能力をどう判断すればよいか分からない
- タクトタイムとの関係が分からない
- なぜ生産が間に合わないのか分からない
- 工程能力を現場改善にどう使うか分からない
この記事でここを目指そう
- 工程能力とは何か説明できる
- 工程能力とサイクルタイムの関係を理解している
- 工程能力とタクトタイムの関係を説明できる
- 工程能力の判断手順を理解している
- 工程能力を工程設計・改善に使えるようになる
生産ライン設計において、非常に重要なのが「工程能力」です。
工程能力は単なる数値ではなく、
- 生産が間に合うか
- ラインが成立するか
- ボトルネックがどこか
- 人員が足りているか
など、生産ライン全体を判断する基準になります。
つまり、工程能力 = 工程の実力 です。
しかし現場では、
- 感覚で人員を決める
- 設備能力をなんとなく判断する
- 生産が間に合わない原因が分からない
といったケースも少なくありません。
その結果、
- ボトルネック発生
- ライン停止
- 生産不足
- 在庫滞留
が発生します。
その原因はシンプルで、工程能力を正しく見ていないからです。
この記事では、
- 工程能力とは何か
- なぜ重要なのか
- タクトタイムとの関係
- 工程能力の見方と使い方
- 工程能力を使った改善
を、生産ライン設計全体との関係を含めて解説します。
工程能力とは
工程能力とは、
その工程がどれだけ生産できるか
のことです。
簡単に言うと、
工程の処理できる力
です。
例えば
- 1個作るのに何秒かかるか
- 1時間で何個作れるか
などで表します。
つまり、
工程能力 = 工程の実際の生産スピード
になります。
関連記事
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
※タクトタイムとサイクルタイムの違い:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
なぜ工程能力が重要なのか
工程能力が重要な理由は、
工程能力で ラインが成立するか決まる
からです。
もし工程能力が不足すると、
- 生産が間に合わない
- 在庫が滞留する
- ラインが止まる
- ボトルネックになる
といった問題が発生します。
つまり、
工程能力 = ライン成立のカギ
になります。
例えば
タクトタイム60秒に対して、
| 工程 | サイクルタイム |
|---|---|
| 工程1 | 50秒 |
| 工程2 | 70秒 |
| 工程3 | 60秒 |
の場合、工程Bが能力不足 になります。
その結果、
- 生産が間に合わない
- 工程Bがボトルネックになる
状態になります。
関連記事
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
工程能力とサイクルタイムの関係
工程能力は、サイクルタイムで判断します。
つまり、
工程能力 = サイクルタイム
です。
サイクルタイムとは
サイクルタイムとは、1個作るのに実際にかかる時間
です。
つまり、
- サイクルタイムが短い
→ 工程能力が高い - サイクルタイムが長い
→ 工程能力が低い
という関係になります。
関連記事
※サイクルタイムとは:
タクトタイムとサイクルタイムの違い|生産ライン設計で重要な関係を解説
工程能力とタクトタイムの関係
ここがとても大事です。
工程能力は単体では意味がありません。
重要なのは、
工程能力(サイクルタイム)とタクトタイムを比較すること
です。
タクトタイムとは
タクトタイムとは、
「顧客の需要を満たすために必要な、製品排出の間隔」
のことです。
簡単に言うと、
どれくらいの間隔でお客様が製品を引いていくか
どれくらいの間隔で製品を出していく必要があるか
を表す時間です。
つまり、
需要(必要生産量)で決まる時間
です。
関連記事
※タクトタイムとは:
タクトタイムとは?意味・計算方法・サイクルタイムとの違いをわかりやすく解説
タクトタイムとサイクルタイムの役割
| 項目 | 意味 |
|---|---|
| タクトタイム | 必要なペース(需要基準) |
| サイクルタイム | 実際の能力(工程能力) |
つまり、
タクトタイム(基準)vs サイクルタイム(工程能力)
を比較します。
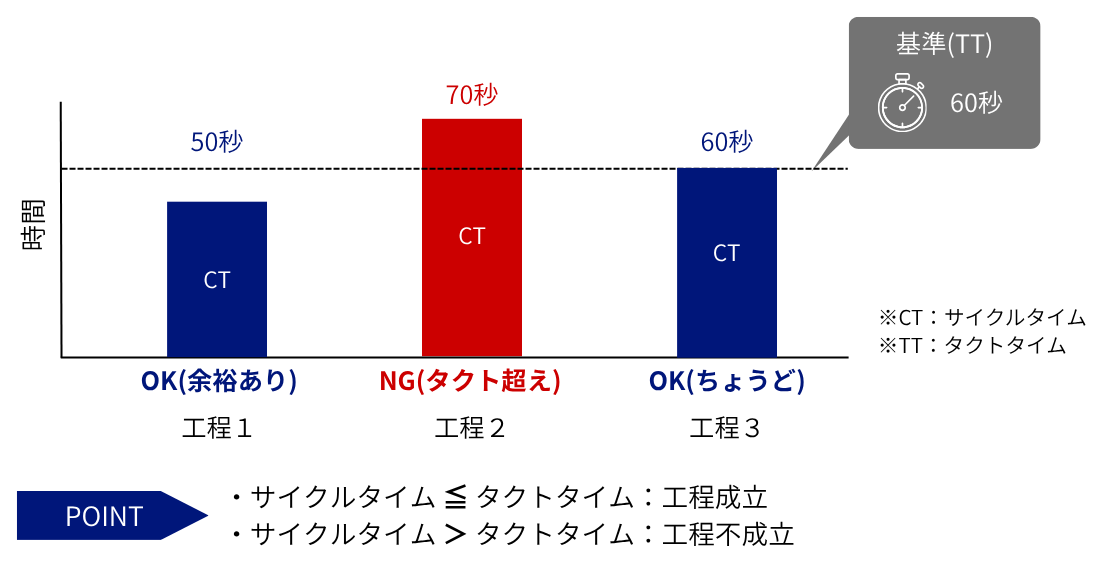
判断基準
工程成立の条件は、
タクトタイム(基準)≧ サイクルタイム(工程能力)
です。
OK(成立)
サイクルタイム ≦ タクトタイム
つまり、
生産が間に合う状態
です。
NG(未成立)
サイクルタイム > タクトタイム
の場合、能力不足になります。
つまり、
生産が間に合わない(必要生産量を満たせない)状態
です。
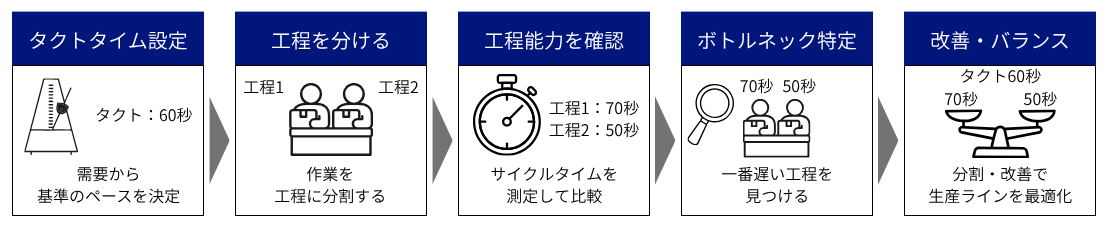
工程能力の判断手順
工程能力は、次の流れで確認します。
① サイクルタイムを測る
↓
② タクトタイムと比較する
↓
③ OK / NG を判断する
具体例
① サイクルタイム測定
| 工程 | サイクルタイム |
|---|---|
| 工程1 | 50秒 |
| 工程2 | 70秒 |
| 工程3 | 60秒 |
② タクトタイムと比較
タクトタイム:60秒
- 工程A:サイクルタイム 50秒 < タクトタイム 60秒
- 工程B:サイクルタイム 70秒 > タクトタイム 60秒
- 工程C:サイクルタイム 60秒 = タクトタイム 60秒
③ 判断
工程A
サイクルタイム 50秒 < タクトタイム:60秒
→ OK(生産が間に合う)
工程B
サイクルタイム 70秒 > タクトタイム:60秒
→ NG(生産が間に合わない)
工程C
サイクルタイム 60秒 = タクトタイム:60秒
→ OK(ぴったり)
つまり、工程Bがボトルネック になります。
関連記事
※ボトルネックとは:
ボトルネックとは?生産ラインが止まる原因と改善の考え方を解説
工程能力で決まるもの
工程能力によって、次のようなものが決まります。
- ライン成立
- 生産能力
- 人員配置
- 工程分割
- ボトルネック
- ラインバランス
つまり、
工程能力は 生産ライン設計の中心指標
になります。
工程能力の使い方
工程能力は測るだけでは意味がありません。
重要なのは、”工程設計や改善の判断に使うこと” です。
ポイントは
『分ける・見つける・揃える』
です。
① 分ける(工程分割)
工程能力を見ながら、
- 工程分割
- 工程統合
を行います。
考え方
工程分割をする時は、
工程能力(サイクルタイム)≦ タクトタイム
と、工程能力(サイクルタイム)がタクトタイムに収まるように分けます。
使い方
- 1工程のサイクルタイムが長い → 工程を分割する
- 1工程のサイクルタイムが短すぎる → 工程を統合する
例
| 工程 | サイクルタイム |
|---|---|
| 工程1 | 50秒 |
| 工程2 | 70秒 |
| 工程3 | 60秒 |
の場合、工程Bは分割候補 になります。
タクトタイム:60秒
工程1:50秒(< 60秒)
工程2:70秒(> 60秒) ← 工程分割が必要
工程3:60秒(= 60秒)
➡ タクトタイムに収まる単位に調整する。
関連記事
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
② 見つける(ボトルネック特定)
工程能力を比較すると、一番遅い工程が見えます。
これが、ボトルネックです。
工程能力を比較することで、遅れている工程(ボトルネック)を特定できます。
考え方
比較した工程の中で、
工程能力(サイクルタイム)が一番長い工程 = ボトルネック
です。
使い方
- 各工程のサイクルタイムを並べる
- サイクルタイムが一番長い工程を確認する
例
工程1:50秒
工程2:70秒 ← ボトルネック
工程3:60秒
➡ まずはボトルネックから改善
③ 揃える(ラインバランス)
工程能力のバラつきを減らし、各工程を近づけることで、
流れるラインになります。
工程能力をもとに、工程ごとのサイクルタイムのバランスを整えます。
考え方
各工程のサイクルタイムがばらついている場合、バランスをを整えます。
使い方
- 作業改善
- 作業の移動・分割
- 人員の再配置
例
改善前
| 工程 | 時間 |
|---|---|
| 工程1 | 50秒 |
| 工程2 | 70秒 |
| 工程3 | 60秒 |
改善後
| 工程 | 時間 |
|---|---|
| 工程1 | 60秒 |
| 工程2 | 60秒 |
| 工程3 | 60秒 |
関連記事
※ラインバランスとは:
ラインバランスとは?意味・計算方法(ラインバランス効率)・改善の基本を解説
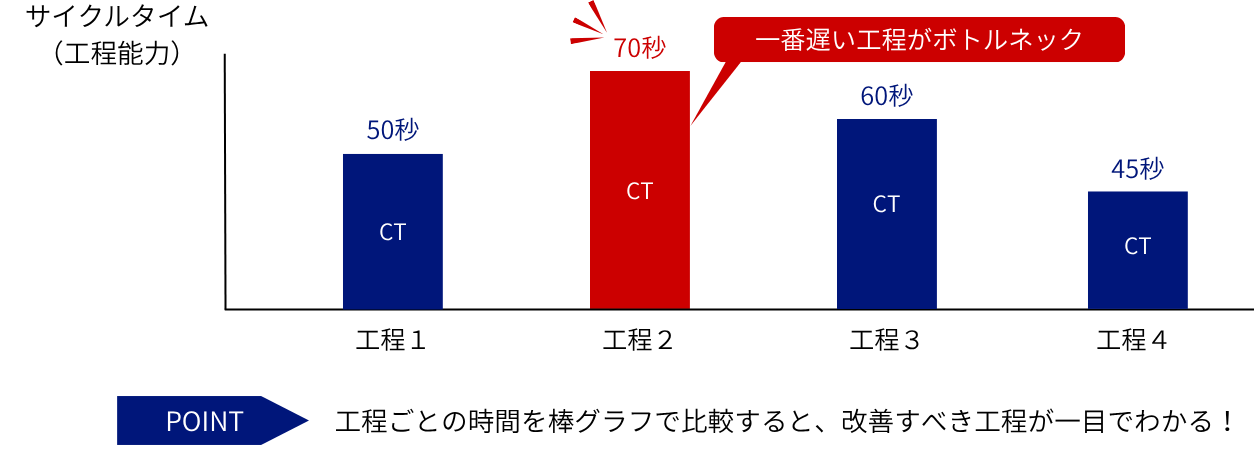
工程能力は見える化する
工程能力は、
数値を並べて見える化
することが重要です。
例えば、
- 山積み表
- 工程一覧
- ラインバランス表
などを使います。
すると、どこが遅いかが一目で分かります。
工程能力は数値だけで判断するのではなく、
並べて一目でわかる状態にすることで、さらに意味を持ちます。
見える化の目的
どの工程が一番遅いかを一目で把握する
基本の考え方
各工程のサイクルタイムを並べる。
工程A:50秒
工程B:70秒
工程C:60秒
工程D:45秒
工程の中で、一番長い工程がボトルネックです。
よくある失敗
① 平均だけで判断する
→ 実際はバラつく
② タクトタイムを見ていない
→ OK / NG判断できない
③ ボトルネックを改善しない
→ ラインが流れない
④ 感覚で人員を決める
→ 過不足発生
⑤ 見える化しない
→ 問題が分からない
まとめ
- 工程能力(サイクルタイム)とは、工程の実力
- 工程能力とタクトタイムの比較が重要
- 工程成立の条件は、サイクルタイム ≦ タクトタイム
- 工程能力は、『分ける → 見つける → 揃える』 の形で、
・工程分割
・ボトルネック改善
・ラインバランス
に活用 - 工程能力 = 生産ライン成立を判断する基準
- 工程能力を正しく理解すると、
・生産が間に合う
・ボトルネックが分かる
・人員配置に根拠が持てる
・流れる生産ラインが作れる
関連記事
※工程設計とは:
工程設計とは?作り方を設計して“流れる工程”を作る考え方を解説
※工程設計事例:
※工程分割とは:
工程分割とは|生産ライン設計での分け方と失敗しない考え方を解説
※ラインバランスとは: